材料类型和理想厚度
- 低碳钢,厚度不超过 25 mm
- 不锈钢,厚度不超过 25 mm
- 黄铜,厚度不超过 6 mm
- 铜,厚度不超过 6 mm
- 铝,厚度不超过 12 mm
材料厚度介于 6 mm 和 25 mm 之间时,切割系统(光纤、二氧化碳或等离子)的选择取决于数量、精细零件切割量以及二次加工需求。
切割质量
- 对大多数材料的切割质量出色
- 精细零件的切割质量优于等离子切割
- 能够切割出直径厚度比率小于 1:1 的孔
生产效率
- 切割较薄材料时生产效率出色,切割较厚材料时则不够出色
- 可广泛用于多种高质量切割机
激光切割技术可与其他切割技术有效结合,对于大多数板材切割,可实现很高的生产效率,超越切割的公差和质量要求。
运行成本
- 运行和维护成本低于等离子切割
单位零件成本和单位班次零件产量——切割 3.5 mm 低碳钢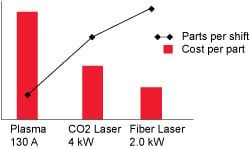
- 光纤激光的能效是二氧化碳激光的 3 倍,并且不用维护和校准反射镜,也无需激光气体
设备投资成本
- 35 万美元 ~ 100 万美元以上
总拥有成本——5 年展望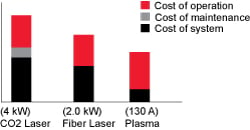
便携性
- 不便于携带