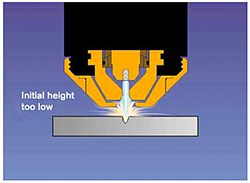
编程后,THC 会立即轻触材料表面,然后回退至适当的穿孔高度。开始穿孔后,THC 将指示割炬等待一两秒钟,让穿孔完成,然后令其下移至切割高度,此高度对切割质量至关重要。如果割炬过低,便会存在与板材发生碰撞的风险;如果割炬过高,则会出现割缝过宽以及边缘棱角增大、熔渣增多和翘卷增大的情况。在 X 轴和 Y 轴运动速度达到要求(在调高控制延时定时器超时后)后,弧压反馈控制器即接手工作,使割炬与工件保持适当距离。
没有操作工介入的情况下以 130 A 的工艺电流切割 12 mm 低碳钢,偏离正确切割高度不超过 0.25 mm 的易损件起弧次数

使用传统 THC 时,操作工必须定期调整设定的弧压,以确保切割高度正确。为提高生产效率和盈利能力,您需要寻找能够自动根据电极磨损情况进行调整的智能 THC 系统。有些 THC 系统提供弧压采样来追踪渐进式易损件磨损。这些系统能够持续监控每次穿孔后的弧压,并自动调整设定的弧压值,以在易损件寿命期内始终保持正确的切割高度,无需操作工额外干预。这样做可以优化切割质量,并尽量延长易损件寿命,实现时间和金钱上的双重节约。