HyPerformance 高性能等离子切割系统

HPR 等离子切割系统的优势
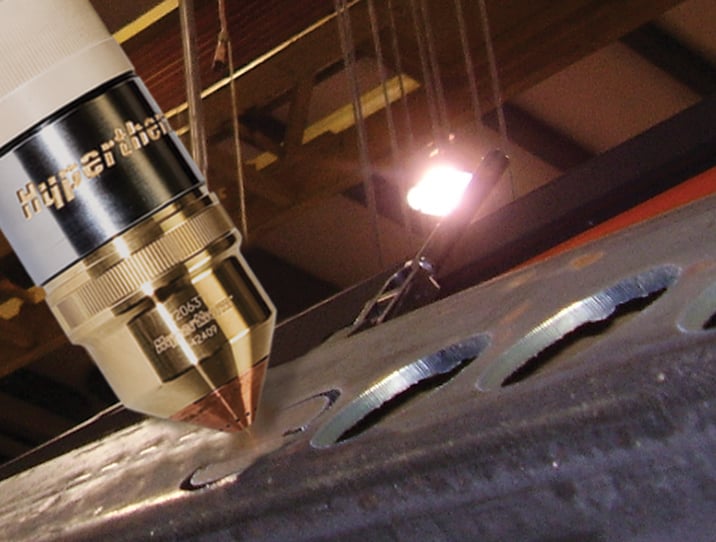
HyPerformance® (HPR) 高性能等离子切割系统在进行 X-Y、坡口和机器人切割及打标作业时能够带来卓越的生产效率,其中的 HPR800XD 可加工厚达 160 mm 的金属材料。这些系统集众多优势于一身:切割速度更快,工艺周期短,工艺转换快,性能可靠耐用,可在提高切割产能的同时,显著降低运行成本。
作为久经验证的高性能设备,HPR400XD 和 HPR800XD 等离子切割系统最适合用于切割包括低碳钢、不锈钢和铝材在内的厚材料。
厚板材切割
HPR400XD 能够穿孔和切割厚达 50 mm 的低碳钢,边缘起弧能够切割厚达 80 mm 的低碳钢。HPR400XD 采用 400 A 工艺电流,能够穿孔和切割厚达 45 mm 的不锈钢,边缘起弧能够切割厚达 80 mm 的不锈钢。HPR400XD 能够穿孔和切割厚达 40 mm 的铝材,边缘起弧切割厚度最高可达 80 mm。
HPR800XD 是专为切割更大厚度的不锈钢和铝材而设计。HPR800XD 采用 800 A 工艺电流,能够穿孔和切割厚达 75 mm 的不锈钢和铝材。边缘起弧切割能够切割厚达 160 mm 的不锈钢和铝材。
海宝等离子切割技术
HyPerformance 高性能产品将海宝经过实践验证的 HyDefinition® 高精细、LongLife® 长寿命以及已获专利的 PowerPierce® 强力穿孔、True Hole® 精细螺栓孔和 True Bevel™ 坡口技术融为一体,实现卓越的碳钢、不锈钢以及铝材切割性能。
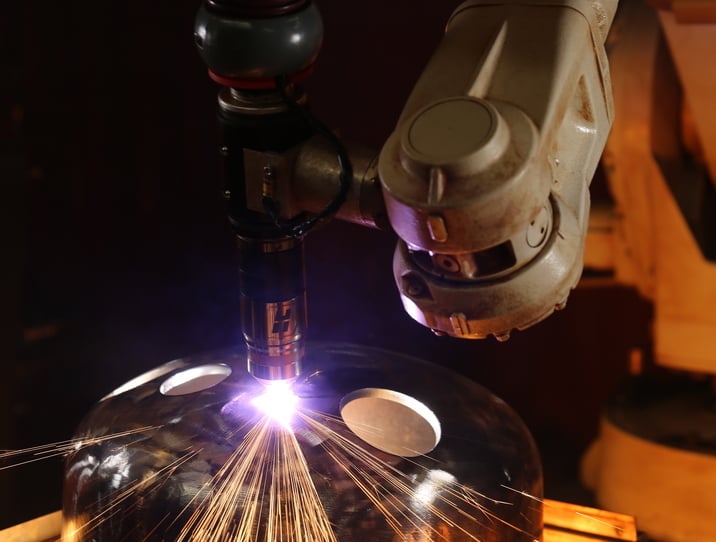
适用于厚金属穿孔的 PowerPierce 强力穿孔技术
已获专利的 PowerPierce 强力穿孔技术将碳钢的生产穿孔能力提升至 50 mm(采用 400 A 工艺电流),将不锈钢和铝材的生产穿孔能力提升至 75 mm(采用 800 A 工艺电流)。通过将该技术与可控运动工艺配合使用,不锈钢的最大穿孔能力可达 75 mm(采用 400 A 工艺电流)和 100 mm(采用 800 A 工艺电流)。
水冷保护帽技术可以清除穿孔和切割期间的金属熔渣,尽量减轻对割炬的损害,并可提高保护帽的稳固性,从而减少停机时间和运行成本。
|
50 mm 300 次穿孔——HPR400XD,采用PowerPierce 强力穿孔技术 |
45 mm 41 次穿孔 (1-3/4)——竞品 A,不采用 PowerPierce 强力穿孔技术 |







HPR 系统选件

HyPerformance HPR400XD
用途广泛的 HyPerformance® HPR400XD® 等离子切割系统在设计和制造上均以在机用切割作业中实现卓越性能和生产效率为目标,可以提供卓越的 HyPerformance 低碳钢切割性能、铝切割能力和卓越的不锈钢切割质量。

HyPerformance HPR800XD
用途广泛的 HyPerformance HPR800XD 高性能等离子切割系统在设计和制造上均以在机用切割作业中实现卓越性能和生产效率为目标,可以提供卓越的 HyPerformance 低碳钢切割性能,具有很高的工艺灵活性,可对厚度不超过 160 mm 的金属执行切割、坡口切割和打标作业。


推出用于 HPRXD 系统的一体式快换割嘴
海宝 HPR® 一体式快换割嘴使用简便,能够完美替代传统等离子易损件,为您提高切割质量,同时降低运行成本。 它们可以进行 80 A、130 A 和 260 A 的碳钢切割,让客户得到更长的易损件寿命、更少的易损件错误和更好的切割质量。