投资于切割质量:海宝 Powermax
依据

客户选择投资购买 Powermax® 等离子切割机的原因有很多,但其中最重要的一个原因是,它的切割质量始终如一。无论是使用手持式等离子割炬、CNC 控制器机用割炬还是机器人割炬进行切割,Powermax 的切割质量都明显优于竞争对手的产品,使用全新还是已用过数小时的割炬易损件或一体式快换割嘴,结果并无差别。这种稳定而又明显的切割质量差异极大程度上减少或消除了打磨等二次加工的必要,进而降低了客户的运营成本,提高了生产效率。要使 Powermax 达到这种性能水平,首先要在设计和测试易损件和一体式快换割嘴时针对客户切割应用进行优化。
切割性能指标
切割质量是指切割边缘角度、边缘光洁度或粗糙度以及附着的熔渣。除了切割速度、切割高度和气体类型之外,等离子切割系统还有许多其他方面也会影响最终切割质量。割炬易损件或一体式快换割嘴的设计及其操作在决定切割质量方面起着关键作用。
Hypertherm Associates 致力于切割创新,使切割质量不断提高。研发团队利用新旧易损件对切割质量进行评估。我们已经开发出测试程序,能够量化和跟踪部件在磨损过程中的切割质量。
测量 Powermax 等离子切割质量
Powermax 等离子切割系统的切割质量利用 CMM(坐标测量机,Coordinate Measuring Machine)和表面粗糙度测量仪(轮廓仪)等先进测量设备以及统计工具和 ISO 标准进行评估。坐标测量机用于测量切割面的切割质量。
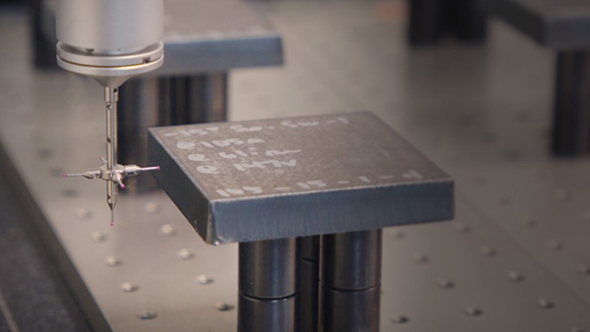
坐标测量机用于测量切割面的切割质量。
切割质量稳定性和易损件开发
在开发过程中,通过切割几块 7.6 x 7.6 cm (3” x 3”) 钢制测试板材、测量切割质量并将其与严格的质量标准进行比较,对初始切割质量进行评估。评估的主要边缘特征为边缘角度、切割边缘平直度和顶部边缘圆度——侧向变化和表面光洁度。我们遵循 ISO 9013 标准来测定切割边缘质量。
易损件和一体式快换割嘴开发的一个主要考虑因素是切割质量的稳定性,因为易损件会在部件寿命期内发生磨损。这种易损件和一体式快换割嘴开发指标称作“寿命期切割质量”。工程师通过每 30 分钟(等离子弧时间)切割一次钢质测试板材来评估切割质量,直至易损件报废。
穿孔稳定性和额定值
等离子切割易损件和一体式快换割嘴设计为进行不超过一定厚度的穿孔(切穿)作业。设计可几次对厚材料穿孔的易损件和一体式快换割嘴容易做到。但我们的穿孔规程要求在切割台上对额定厚度进行 300 次穿孔。我们的工程师设计的易损件、一体式快换割嘴部件和气流可支持这一高标准的设计规格。

其中一个穿孔测试板材的示例。
弧转移高度和拉弧分析
Powermax 等离子切割系统在许多应用领域使用广泛,包括对弧转移高度和拉弧高度有高要求的领域(如气刨、在通道有限的区域内切割以及平切应用领域)。
我们对实现高弧转移高度和大拉弧有着严格的要求。Powermax 电源架构、控制方案、易损件和一体式快换割嘴必须并行开发,以提供出色的性能。
我们主要开发针对低碳钢、不锈钢和铝的切割质量。但我们的客户会根据具体工件,使用我们的切割设备对各种金属和合金进行成型加工。
Powermax 一体式快换割嘴的优势
Powermax SYNC® 一体式快换割嘴易损件平台推出的一体式快换割嘴具有出色的切割性能。之所以能做到这一点,是因为海宝工程师对一体式快换割嘴的各个部件(如电极、涡流环、喷嘴和保护帽)进行了定制,以满足并超越用户设定的切割期望。每个一体式快换割嘴都经过精心设计,对初始切割质量、寿命期质量、穿孔额定值、更长的易损件寿命以及其他设计要求进行了评估。
用户每次安装 Powermax 一体式快换割嘴时,组件都是全新的。与竞争对手的产品不同,Powermax 一体式快换割嘴从一开始就能确保高质量的切割,并在一体式快换割嘴的大部分寿命期内保持切割质量的稳定性。

配备一体式快换割嘴的 Powermax SYNC 可实现易损件优化,提供卓越的边缘特征。
Powermax 产品系列在各种应用领域使用广泛。因此,该产品有望提供一流的电弧稳定性、弧转移高度和拉弧。这一目标通过并行开发易损件和电源架构来实现。
充分利用 Powermax 等离子切割机
要实现海宝易损件和一体式快换割嘴设计所带来的切割质量优势,客户需要尽力完善其切割工艺。手持切割时,操作工的切割技巧必须运用得当。其中包括保持一致的割炬角度以减小切割角度,确定理想的割炬行进速度以减少熔渣(高速和低速两种熔渣),减少锯齿,以及在穿孔时使用适宜的方法防止损坏易损件或一体式快换割嘴。此外,在等离子切割台上进行 CNC 控制器等离子切割或者使用机器人割炬的操作工需要设置正确的割炬高度、弧压、行进速度以及穿孔高度和延迟。选择安培数适当的易损件或一体式快换割嘴以及较适合所切割金属类型的等离子气体(空气、氮气、氩气或 F5)和气体压力至关重要。

用空气(左)和 F5 气体切割的不锈钢。95% 氮气和 5% 氢气组成的混合气体使切口边缘呈银色,角度适宜,且边缘锋利。建议该混合气体仅用于不锈钢。

相关产品

Powermax45 SYNC 等离子切割机
如果金属工想要使用市面上用途较广泛的系统进行气刨、切割和打标作业,那么 Powermax45® SYNC 可带来不错的投资回报。Powermax45 SYNC 属于 Hypertherm® Powermax® 系列,具有内置的智能功能、专利的一体式快换割嘴,易损件寿命长达竞品的 5 倍,并且切割能力可与更高安培数的竞品相媲美。

Powermax65 SYNC 等离子切割系统
专业级 20 mm 等离子切割系统可实现自动工艺设置,并提供划时代的一体式快换割嘴易损件平台,简单易用,性能出色。具备适合手持和机用切割及气刨的多种割炬和应用能力。

Powermax85 SYNC 等离子切割系统
专业级 25 mm 等离子切割系统可实现自动工艺设置,并提供划时代的一体式快换割嘴易损件平台,简单易用,性能出色。具备适合手持和机用切割及气刨的多种割炬和应用能力。