Plazma kesme için torç yükseklik kontrolü
Otomatik torç yükseklik kontrolü (THC), mekanize şekil kesicinin en önemli ögelerinden birisidir. Ancak aynı zamanda kesme makinesindeki en çok yanlış kullanılan, işlevsiz veya eksik bırakılan ekipman parçası da budur. Üretim atölyelerinin çoğunda torç operatörünün kesim yaparken torcu manuel olarak yukarı/aşağı sürdüğünü, gözünün torçta ve parmağının çok pozisyonlu şalterde olduğunu görürsünüz. THC ya düzgün çalışmıyordur ya da operatörün ekipmanın çalışmasıyla ilgili eğitimi yoktur. Her iki durumda da atölyede kesme ekipmanından en iyi şekilde yararlanılmamış olur.
Pazarda çeşitli torç yükseklik kontrolleri veya “ayrılık kontrolleri” bulunmaktadır. Bu otomatik THC’lerin her birinin farklı işlevleri ve özellikleri bulunmaktadır. Ancak tümü torcun pozisyonunu kesilen malzemeye göre kontrol etmek için aynı temel ögeleri kullanır. Bu “torç-çalışma parçası” mesafesi veya “ayrılık” hem kesim kalitesi hem de parça ömrü açısından kritiktir.
THC’nin ögeleri
- Motor tahrikli torç pozisyonlayıcı. Bu cihaz, kontrol konsolundan gelen sinyallere yanıt olarak torcu yukarı ve aşağı doğru hareket ettirir. Harekete geçirmek için tahrik vidası, kremayer ve pinyon ile kayışla çalıştırılan mekanizmalar kullanılır.
- Kontrol konsolu. Bu, sistemin beynidir. Uzaktan kumandadan giriş komutlarını alır, torç pozisyonlandırıcıya çıkış komutlarını gönderir ve pozisyon geri bildirimleri ile gerilim sinyallerini izler.
- Plazma sistemi arayüzü. Bu cihaz genelde plazma güç kaynağının içine yerleştirilmiş bir gerilim bölücü karttan oluşur. Gerilim bölücü kart kesim sırasında güç kaynağı gerilimini izler. Gerilim sinyalini “böler” ve kontrol konsoluna daha düşük bir sinyal gerilimi gönderir.
- Uzaktan kumanda. Uzaktan kumanda, HMI veya insan makine arayüzüdür. Operatör iki kritik kesme parametresini burada ayarlar: kesim yüksekliği ve ark gerilimi. CNC kontrolü içinde veya ayrı bir uzaktan kutusu içinde olabilir.
IHS (ilk yükseklik algılama) ile gerilim ayarı arasındaki farkı anlamak çok önemlidir ve genelde kafa karıştırıcıdır.
IHS, torcun ateşleneceği ve plaka üzerinde delmeye başlayacağı yüksekliği belirleyen, ayarlanabilir bir parametredir. İlk yüksekliği (geri çekme mesafesi olarak da bilinir) ayarlamak için THC’nin önce plaka pozisyonunu bulması gerekir. Basit mekanik cihazlardan, motor durdurma teknolojisine, yaklaşma algılayıcılara ve nozul veya muhafaza temasını algılayan elektrik devrelerine kadar plakayı algılama için çeşitli şemalar kullanılmaktadır. Kullanılan yöntem ne olursa olsun, en önemlisi ince veya kalın olsun, paslı veya temiz plaka olsun, su altında veya üstünde olsun, torcun plakayı bulması ve uygun delme yüksekliğine doğru bir şekilde çekilmesidir.
|
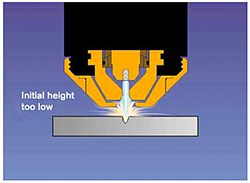
| Şekil 1 |
Doğru delme yüksekliği şarttır. Torç çok alçaktan delerse sarf malzemesi parçaları hasar görür. Erken parça veya torç arızalarının birinci nedeni budur (Bkz. Şekil 1). Çok yüksekten delmeye çalışırsa ark transfer olmayacak ve hatalı ateşleme sorunu görülecektir. Temel kural kesim yüksekliğinin %150-200’ünde delmektir. Yüksekte delme; alçakta kesme.
Torç-çalışma mesafesi
Kesme işlemi sırasındaki torç-çalışma mesafesi veya ayrılık, ark gerilimi izlenerek veya kontrol edilerek ayarlanır. Ark geriliminin, güç kaynağı çıkış gerilimi ile aynı anlama geldiğini unutmayın. Plazma güç kaynakları, akım kaynaklarıdır. Bunlar, torç kesim yaparken oldukça sabit bir çalıştırma akımı üretirler. Öte yandan gerilim, katot (torçtaki elektrot) ve anot (kesilen malzeme) arasındaki mesafeye göre değişir. Gerilim, direnç ile doğru orantılıdır (Ohm yasasına göre V=I*R). Arktaki direnç bir mesafe fonksiyonudur. Torç-çalışma mesafesi arttıkça, gerilim artar; torç-çalışma mesafesi azaldıkça gerilim azalır.
Torç yükseklik kontrolü, torç kesim yaparken plakadan tutarlı bir mesafeyi korumak için ark gerilimini kullanır. Bu sistemin malzemedeki varyasyonlardan veya kesim yatağının düzlüğünden bağımsız olarak uygun torç yüksekliğini korumasını sağlar. Operatör plazma sisteminin operasyon kılavuzundaki kesim tablolarına göre uzaktan kumandada ark gerilimini ayarlar. Bu gerilim ayarı genelde 100 ve 200 VDC arasındadır.
Torç yükseklik kontrolü, ilk yükseklik algılamasını tamamladıktan ve torç plakayı deldikten sonra, kesme makinesinin hareketi başlatılır ve torç harekete geçer. Kesme başladıktan sonra THC güç kaynağından ark gerilimi örneklemesi yapmayı ve bu örneklemeyi operatörün ayarladığı hedef gerilim ile karşılaştırmayı başlatır. Hedef gerilimi korumak için torcu yukarı veya aşağı doğru ayarlar.
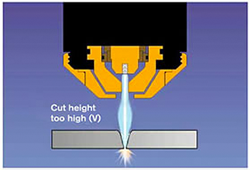
Her gerilim ayarı temiz ve düz bir kesim için ark özelliklerinin optimize edildiği belirli bir yüksekliğe karşılık gelir. Torç yüksekliği, plazma kesim parçasının bevel açısı üzerinden en çok etkiye sahip olan unsurdur. Gerilimin çok yüksek ayarlanması, kerfin üst kısmından, alt kısmına oranla daha fazla malzeme çıkartılmasıyla sonuçlanır. Bu, aşırı üst yuvarlaklığına ve pozitif bevele neden olur (bkz. Şekil 2). Gerilimin çok düşük ayarlanması, plakanın alt kısmından çok fazla malzeme çıkartılmasıyla sonuçlanır. Bu, alttan kesmeye veya negatif bevele neden olur (bkz. Şekil 3).
 |
 |
| Şekil 2 | Şekil 3 |
Günümüzün torç yükseklik kontrollerinin pek çok özelliği ve becerisi bulunmaktadır. Ancak anlaşılması en önemli olan iki tanesi, ilk yükseklik algılama ve ark gerilimi kontrolüdür. Doğru yükseklikte delme, size parçalarda para kazandırır. Doğru yükseklikte delme iyi kesim kalitesi getirir ve masraflı yeniden çalışma işlemlerini en aza indirir. Bir torç yükseklik kontrolü doğru kullanıldığı zaman masrafını kısa süre içinde çıkartır.
Torç yükseklik kontrolleri için 3 öneri:

- THC’niz bozuksa tamir ettirin; eksiyse yenisiyle retrofit yapın
- Plazma profilleme makinenizde THC’niz yoksa bir tane edinin.
- Yeni bir makine satın alırken bütçeniz yettiğince en iyi THC’yi alın. Yatırımınızdan en iyi şekilde yararlanmak için operatörlerinizi tüm THC işlevlerinin kullanımı hakkında eğitin.
Kontrolü sağlayan iyi eğitimli bir operatörün elindeki iyi bir THC daha uzun parça ömrü, güçlendirilmiş kesim kalitesi ve daha az işlememe süresi ile masraflarını çıkartacaktır.
İlgili ürünler

Sensör torç yükseklik kontrolü
EDGE® Connect ve diğer CNC’ler ile uyumlu Sensor® THC, şekil kesme işleminizde verimliliği ve kârlılığı önemli oranda artırabilen tam donanımlı bir torç yükseklik kontrolü sistemidir. Yüksek çözünürlüklü ve konvansiyonel plazma uygulamaları için uygundur.