Buradaki plazma kesme ipuçlarıyla metalde kesim kalitesini iyileştirin

Aşağıdaki referans kılavuzu metalde kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan, sağlanan önerileri deneyerek çalıştırmak önemlidir:
- Makine tipi (ör.: X-Y sehpası, punch pres, motorize kanal, robot)
- Plazma kesme sistemi (ör.: hava plazma sistemi, oksijen plazma, High Definition sınıfı plazma)
- Hareket kontrol cihazı (ör.: CNC makinesi ve torç yükseklik kontrolü becerisi)
- İşlem değişkenleri (ör.: kesim hızı, kesim yüksekliği, sarf malzemesi seçenekleri)
- Haricî değişkenler (ör.: malzeme değişkenliği, gaz saflığı, operatör deneyimi)
Bir kesimin görünüşünü iyileştirmeye çalışırken bu faktörlerin tümünü göz önünde bulundurmak önemlidir.
1. Adım: Plazma ark kesme işlemi doğru yönde mi?
En dik açılar her zaman torcun ileri hareketine göre sağ tarafta elde edilir.
- Kesme yönünü kontrol edin
- Gerekiyorsa kesme yönünü ayarlayın
Plazma arkı standart sarf malzemeleri ile tipik olarak saat yönünde döner.
Kontur:
- Torç saat yönünde ilerler
- Kesimin iyi tarafı, ileri doğru ilerlerken torcun sağ tarafındadır.

Dâhilî özellik (delik):
- Torç saat yönünün tersinde ilerler.
- Kesimin iyi tarafı, ileri doğru ilerlerken torcun sağ tarafındadır.
Dahili delikli plaka

2. Adım: Kesilen malzeme ve kalınlık için doğru işlem seçildi mi?
Hypertherm Kullanma Kılavuzu’nun Operasyon bölümünde kesim tablolarına bakın.

Kesim şemalarındaki teknik özelliklere uyduğunuzdan emin olun:
- Aşağıdakiler için uygun işlemi seçin:
- Metal tipi
- Metal kalınlığı
- İstenen kesim kalitesi
- Verimlilik hedefleri
- Çift gaz plazma kesme sistemi kullanılıyorsa doğru plazma ve muhafaza gazını seçin
- Aşağıdakiler için uygun parametreleri seçin:
- Gaz basınçları (ya da akış oranları)
- Torç çalışma mesafesi ve ark gerilimi
- Kesim hızı
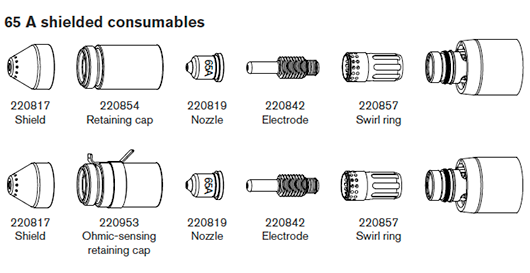
- Doğru sarf malzemelerinin (ipuçları) kullanıldığını onaylayın ve parça numaralarını doğrulayın.
Not: Genel olarak düşük amperli işlemler daha iyi açısallık ve yüzey bitirme kalitesi sunar; ancak kesme hızları daha yavaş ve çapak düzeyleri daha yüksek olacaktır.
3. Adım: Sarf malzemeleri aşınmış mı?
- Sarf malzemelerindeki aşınmaları inceleyin
- Aşınmış sarf malzemelerini değiştirin
- Nozulu ve elektrotu her zaman aynı anda değiştirin
- Aşırı yağlanmış o-ring contalardan kaçının
Not: Maksimum kesme performansını sağlamak için orijinal Hypertherm sarf malzemeleri kullanın.
4. Adım: Torç çalışma parçasına dik mi?
- Çalışma parçasını yatay hâle getirin
- Torcu çalışma parçasına dik hâle getirin (torcun ön ve yan tarafından)

Not: Malzemede bükülme ya da eğilme olup olmadığını kontrol edin; aşırı durumlarda bu sınırlandırma düzeltilemez.
5. Adım: Torç çalışma mesafesi doğru yükseklikte mi?
- Torç-çalışma mesafesini doğru ayara getirin
- Ark voltajı kontrolü kullanılıyorsa voltajı ayarlayın
Not: Sarf malzemeleri aşındığından, torç-çalışma mesafesini korumak için ark gerilimi ayarlarının sürekli olarak yapılması gerekir.
Torç çalışma mesafesi açısallığı etkileyebilir
Negatif kesim açısı: torç çok alçak; torç-çalışma mesafesini artırın
Pozitif kesim açısı: torç çok yüksek; torç-çalışma mesafesini azaltın
Not: Kesim açılarında hafif bir varyasyon, tolerans dahilinde olduğu sürece normaldir.
6. Adım: Ayarlanan kesme hızı çok yavaş ya da hızlı mı?
- Kesim hızını gereken şekilde ayarlayın.
Not: Kesim hızı ayrıca çapak düzeyini de etkileyebilir.
Yüksek hız çapağı: Kesim hızı çok yüksek (ark geride kalıyor), kesme hızını azaltın
Düşük hız çapağı: Kesim hızı çok yavaş (ark ileri kaçıyor), kesme hızını artırın
Üst sıçrantı: Kesim hızı çok yüksek, kesme hızını azaltın
Not: Hıza ek olarak hem malzeme kimyası hem de yüzey bitirme işlemi çapak düzeylerini etkileyebilir; çalışma parçası ısındıkça, sonraki kesimlerde daha fazla çapak oluşabilir.
7. Adım: Gaz iletim sistemi ile sorunlar var mı?
- Herhangi bir sızıntı ya da kısıtlamayı tanımlayın ve onarın.
- Uygun boyutlu regülatörler ve gaz hatları kullanın.
- Saf, yüksek kaliteli gaz kullanın.
- MAX200 ile olduğu gibi manuel temizleme gerekiyorsa temizleme döngüsünün tamamlanmış olduğundan emin olun.
- Gaz distribütörüne danışın.
8. Adım: Torç titreşimi var mı?
- Torcun sehpa köprüsüne sıkıca takıldığından emin olun
- OEM'e danışın; sehpa bakım gerektirebilir
9. Adım: Sehpanın ayarlanması gerekiyor mu?
- Sehpanın belirtilen hızda kestiğinden emin olun
- OEM'e danışın; sehpa hızının ayara ihtiyacı olabilir





