Система регулировки высоты резака для плазменной резки
Автоматическая система регулировки высоты (torch height control, THC) резака — это один из самых важных элементов системы механизированной фигурной резки. Но вместе с тем, это устройство машины для резки чаще всего используется неправильно, не действует или даже отсутствует. Во многих ремонтных мастерских можно наблюдать, как оператор резака вручную поднимает и опускает резак при резке. Его внимание приковано к резаку, а палец всегда находится на тумблере. Система регулировки высоты резака не работает правильно или оператор не обучен использованию данного оборудования. В любом случае ремонтная мастерская не использует свою систему для резки с полной отдачей.
На рынке предлагаются различные системы регулировки высоты резака или, как их еще называют, «устройства регулировки расстояния между резаком и заготовкой». Каждая из этих систем регулировки высоты резака имеет разные характеристики и функции. Однако во всех из них есть одинаковые базовые элементы, которые управляют положением резака по отношению к материалу, который подвергается резке. Это расстояние «от резака до заготовки» («отклонение») имеет критически важное значение как для качества резки, так и для срока службы расходных деталей.
Элементы системы регулировки высоты резака
- Механизм позиционирования резака с приводом от двигателя. Это устройство поднимает и опускает резак в ответ на сигналы, поступающие от консоли управления. Движение передается посредством червячной, реечной и ременной передачи.
- Консоль управления. Это мозг системы. Она получает вводные команды от удаленного устройства управления, отправляет команды на механизм позиционирования резака и отслеживает обратную связь по положению и сигналы напряжения.
- Интерфейс системы плазменной резки. Это устройство обычно состоит из платы делителя напряжения, которая монтируется внутри источника тока системы плазменной резки. Плата делителя напряжения отслеживает подачу напряжения источника тока при выполнении резки. Она «делит» сигнал напряжения и отправляет уменьшенный сигнал напряжения на консоль управления.
- Пульт дистанционного управления. Пульт дистанционного управления — это человеко-машинный интерфейс (ЧМИ). Здесь оператор задает два критически важных параметра: начальную высоту и дуговое напряжение. Он может находится в ЧПУ или в отдельном корпусе.
Очень важно понять разницу между настройкой «ДИВ» (датчик или распознавание исходной высоты) и настройкой напряжения, которую часто не понимают ясно.
«ДИВ» — это настраиваемый параметр, который определяет высоту, на которой резак зажигает дугу и начинает прожигать лист. Чтобы задать начальную высоту (которая также называется высотой возврата) система регулировки высоты резака сначала должна найти положение листа. Для распознавания листа используются разные схемы — от простых механических устройств до технологии заклинивания двигателя, использования бесконтактных датчиков и электрических контуров, которые распознают контакт сопла или защитного колпачка. Независимо от используемого метода самый важный момент состоит в том, что резак распознает лист и точно отводится на правильную высоту прожига независимо от толщины листа, наличия на нем ржавчины и от того, выполняется ли резка под водой.
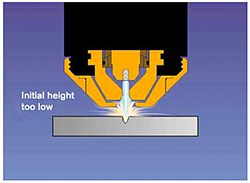 |
| Рис. 1 |
Правильная высота прожига имеет критически важное значение. Если резак выполняет прожиг слишком низко, это приведет к повреждению расходных деталей. Это основная и наиболее распространенная причина преждевременного выхода деталей и резака из строя (см. рис. 1). Если резак пытается выполнить прожиг слишком высоко, то перенос дуги не будет выполнен, что приведет к пропуску зажигания. Общее правило состоит в том, чтобы выполнять прожиг на высоте 150–200 процентов от высоты резки. Выполняйте прожиг на большой высоте, а резку — на малой.
Расстояние между резаком и заготовкой
Расстояние между резаком и заготовкой (отклонение) в ходе выполнения резки настраивается и контролируется дуговым напряжением. Обратите внимание, что дуговое напряжение — это то же самое, что и выходное напряжение источника тока. Источники тока систем плазменной резки генерируют рабочий ток высокой стабильности, когда резак выполняет резку. С другой стороны, напряжение меняется в зависимости от расстояния между катодом (электрод в резаке) и анодом (материал, который подвергается резке). Напряжение прямо пропорционально сопротивлению (согласно закону Ома V=I*R). Сопротивление в дуге зависит от расстояния. Если расстояние между резаком и заготовкой увеличивается, напряжение повышается; если расстояние между резаком и заготовкой уменьшается, напряжение снижается.
Система регулировки высоты резака использует дуговое напряжение для поддержки стабильного расстояния от листа, когда резак выполняет резку. Это позволяет системе поддерживать правильную высоту резака независимо от различий в материале или плоскостности постели для резки. Оператор устанавливает дуговое напряжение на пульте удаленного управления в соответствии с технологическими картами резки, приведенными в руководстве по эксплуатации систем плазменной резки. Этому напряжению обычно устанавливается значение от 100 до 200 В пост. тока.
После того как система регулировки высоты резака завершит распознавание исходной высоты и резак выполнит прожиг листа, машина для резки, а вместе с ней и резак, начинают двигаться. После начала резки система регулировки высоты резака начинает измерять дуговое напряжение от источника тока и сравнивать его с целевым напряжением, заданным оператором. Она регулирует высоту резака, поднимая или опуская его, чтобы поддержать это целевое напряжение.
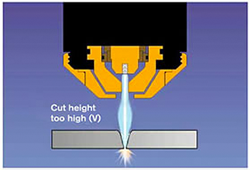
Каждая настройка напряжения соответствует определенной высоте, на которой характеристики дуги оптимальны, что позволяет обеспечить чистый и прямой рез. Высота резака оказывает наибольшее влияние на угол скоса при плазменной резке. Если установить слишком высокое напряжение, то из верхней части среза будет сниматься больше материала, чем с нижней. Это приведет к чрезмерному скруглению верхней грани и положительному углу скоса (см. рис. 2). Если установить слишком низкое напряжение, то из нижней части среза будет сниматься очень много материала. Это приведет к образованию подрезания или отрицательного скоса (см. рис. 3).
 |
 |
| Рис. 2 | Рис. 3 |
Современные системы регулировки высоты резака имеют множество функций и возможностей. Однако две наиболее важные функции — это определение исходной высоты и управление дуговым напряжением. Прожиг на правильной высоте позволяет сэкономить деньги на детали. Резка на правильной высоте обеспечит хорошее качество резки и минимизирует дорогостоящие операции доработки. Правильно используемая система регулировки высоты резака окупит себя за короткое время.
Три рекомендации в отношении систем регулировки высоты резака:

- Если система регулировки высоты резака в нерабочем состоянии, отремонтируйте ее; если она устарела, модифицируйте ее.
- Если Вы не используете систему регулировки высоты резака на машине для плазменной резки, приобретите и установите ее.
- Если Вы приобретаете новую машину, приобретите наилучшую систему регулировки высоты резака, которую Вы можете себе позволить. Чтобы получить максимально полную отдачу от инвестиций, обучите операторов использовать все функции системы регулировки высоты резака.
Хорошая система управления высотой резака с хорошо обученным оператором окупит себя за счет повышения срока службы расходных деталей, улучшения качества резки и уменьшения простоев.
Связанные продукты

Система регулировки высоты резака Sensor
Sensor® THC, система регулировки высоты резака (THC) компании Hypertherm, совместимая с EDGE® Connect и другими ЧПУ, — это полнофункциональная система регулировки высоты резака, которая может существенно повысить производительность и рентабельность операций фигурной резки. Подходит для плазменных систем прецизионной резки и традиционных плазменных систем.