Применение системы плазменной резки Powermax45 XP для маркировки металлических деталей
представлены видео, демонстрирующие применение Powermax45 XP на столе с ЧПУ для нанесения мелкой и глубокой маркировки на разные типы металла.
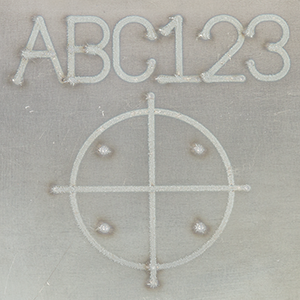
![]() Система плазменной резки Powermax45® XP идеально подходит для выполнения множества широко распространенных задач маркировки, включая следующие:
Система плазменной резки Powermax45® XP идеально подходит для выполнения множества широко распространенных задач маркировки, включая следующие:
- Нанесение идентификационных номеров деталей
- Нанесение линий для обозначения сварных швов или точек изгиба
- Формирование углублений для сверления отверстий
Данная система плазменной резки обеспечивает стабильную плазменную дугу низкого тока и оснащается соплом для прецизионной строжки и экраном для маркировки, позволяя получить маркировку высокого качества с использованием ручного или механизированного резака с воздухом или аргоном в качестве режущего газа.
Профили мелкой и глубокой маркировки
Существует два основных типа профилей маркировки: профили мелкой и глубокой маркировки. Зачастую выбор профиля маркировки зависит от необходимости визуально отличить маркировку на конечном изделии. Если, например, маркировка должна оставаться видимой после окраски, предпочтительным вариантом будет глубокая маркировка. Если маркировка наносится для временной идентификации деталей и не должна быть видима после окончательной сборки, следует выбрать мелкую маркировку, поскольку ее можно без особых сложностей удалить шлифовкой или замаскировать слоем краски.
Системы плазменной резки Powermax45 XP позволяют регулировать ряд параметров для выбора глубины, ширины и внешнего вида маркировки в зависимости от типа металла, например:
- Низкий выходной ток 10 А позволяет наносить мелкую маркировку.
- Для увеличения глубины маркировки следует повысить выходной ток до 15–25 А.
- Малая скорость движения резака в комбинации с малым расстоянием между резаком и изделием увеличивают ширину и глубину маркировки.
- Высокая скорость движения резака в комбинации с большим расстоянием между резаком и изделием уменьшают ширину и глубину маркировки.
|
 |
|
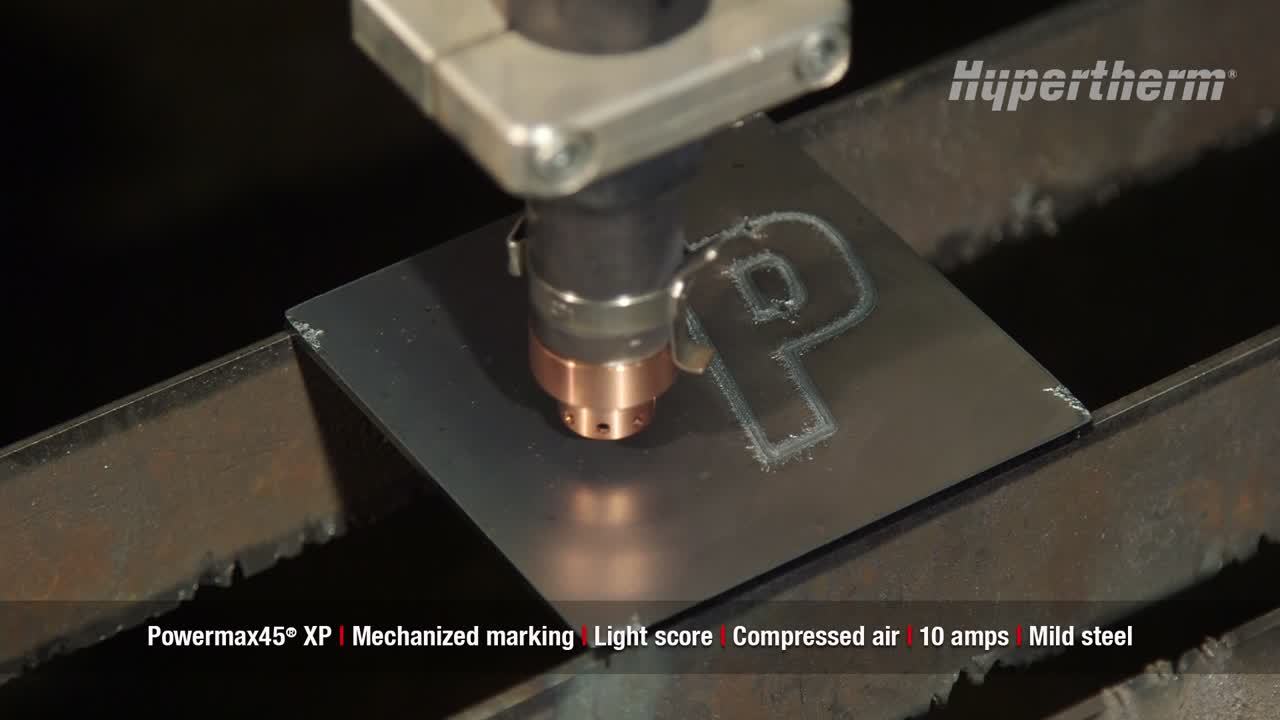
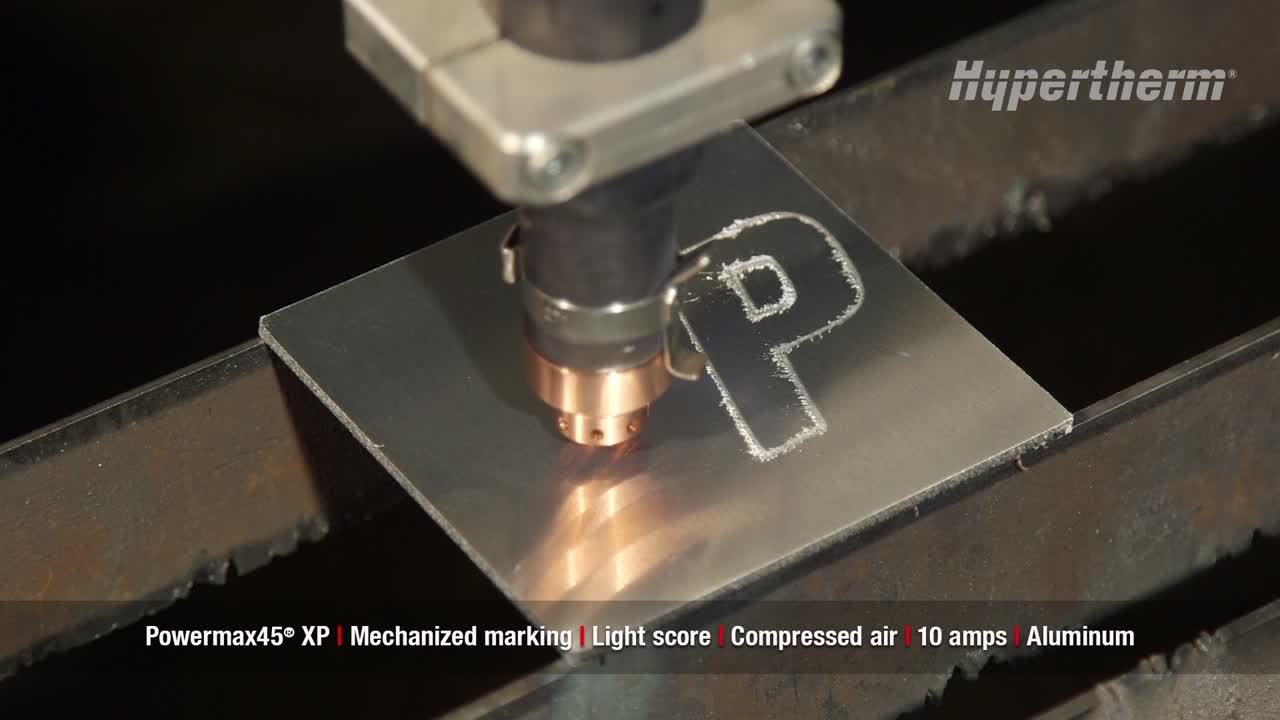
Маркировка металла с помощью разреженного воздуха |
Маркировка металла с помощью сжатого воздуха |
Воздух или аргон?
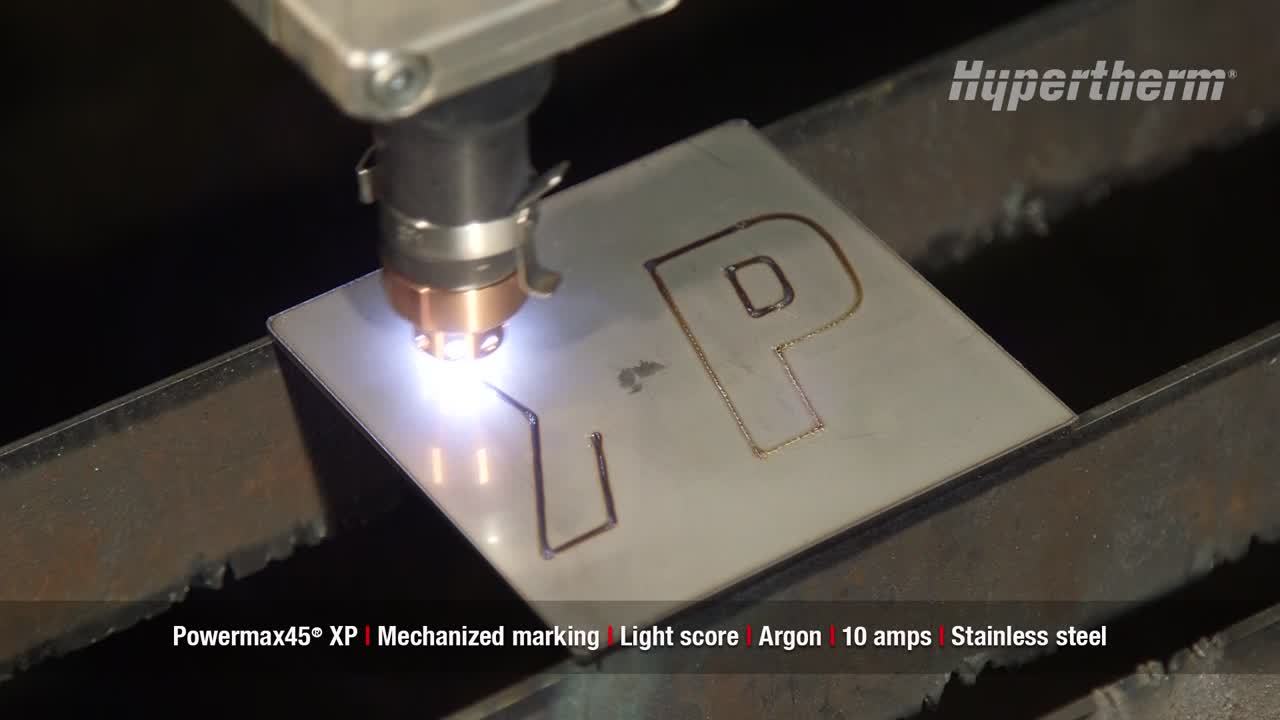
Выбор между воздухом или аргоном также влияет на ширину маркировки и ее внешний вид на разных типах металла. Аргон позволяет наносить мелкую узкую маркировку для получения чистого конечного изделия. Воздух окисляет поверхность металла, вследствие чего возникает небольшое количество окалины и маркировка выглядит более грубой по сравнению с аргоном. Он также оставляет темную оксидную пленку на поверхности металла.
Тем не менее, у воздуха есть одно большое преимущество — относительно низкая стоимость. Затраты на электроэнергию для производства сжатого воздуха в разы ниже стоимости сжатого аргона в баллонах. В системе Powermax45 XP реализована технология автоматического определения газа, которая позволяет снизить потребление газа при строжке/маркировке и значительно сократить затраты (при использовании аргона) по сравнению с другими системами плазменной маркировки.
 |
 |
|
Маркировка металла с помощью разреженного аргона |
Маркировка металла с помощью сжатого аргона |
| Слабая маркировка | ||
|---|---|---|
| Воздух | Аргон | |
| Ширина | 2,79 мм | 1,22 мм |
| Глубина | Менее 0,02 мм | Менее 0,02 мм |
| Скорость перемещения | 2,5 м/мин | 3,2 м/мин |
| Сильная маркировка/выполнение задиров | ||
|---|---|---|
| Воздух | Аргон | |
| Ширина | 2,79 мм | 1,22 мм |
| Глубина | 0,09 мм | Менее 0,02 мм |
| Скорость перемещения | 2,5 м/мин | 3,2 м/мин |
(Расчеты приводятся для системы Powermax45 XP при 10–25 А)



Связанные продукты

Система плазменной резки Powermax45 XP
Эта универсальная система плазменной резки профессионального уровня позволяет выполнять резку металла большей толщины — до 16 мм. Кроме того, в ней есть улучшенные функциональные возможности строжки и маркировки.

Система плазменной резки Powermax45 SYNC
Для специалистов по обработке металла, которым требуется универсальная система, способная выполнять строжку, резку и маркировку, система Powermax45® SYNC обеспечивает наилучшую окупаемость затрат. Система плазменной резки Powermax45 SYNC входит в семейство Hypertherm® Powermax®. Она оснащена встроенными интеллектуальными функциями и запатентованным неразъемно-комплектным набором расходных деталей, срок службы которого может в пять раз превышать срок службы расходных деталей конкурирующих систем, а мощность резки превышает конкурирующие системы с более высокой силой тока.