Learn how the XPR300 can make you more profitable
A common thread in the technological advancement of plasma cutting since its invention is the continuous reduction in the cost per foot or meter of metal cut. This phenomenon, greatly accelerated in the XPR300®, is a primary driver of improved profitability for the user. This dramatic reduction in operating costs when using an XPR300 is related to several factors including cut speed, consumable life, and cut quality.
The first factor relates to cut speed. The XPR300 cuts 10 to 20 percent faster than its predecessor on key thicknesses and nearly 50 percent faster when cutting material greater than 50 mm (2") in thickness.
| Thickness | XPR300 | HPR260XD | HPR400XD |
XPR300 |
HPR400XD versus XPR300 % |
|
| 15 mm | 3440 | 3130 | 3950 | 10% | 15% | |
| 20 mm | 2550 | 2170 | 2805 | 18% | 10% | |
| 25 mm | 1950 | 1685 | 2210 | 16% | 13% | |
| 30 mm | 1530 | 1290 | 1790 | 19% | 17% | |
| 40 mm | 940 | 790 | 1160 | 19% | 23% | |
| 50 mm | 560 | 405 | 795 | 38% | 42% | |
| 60 mm | 385 | 258 | 580 | 49% | 51% | |
| 70 mm | 250 | N/A | 380 | N/A | 52% |
Cut speed (mm/min)
Also of note, the XPR300 is more efficient, requiring fewer amps to match the performance of its predecessor. As the chart below shows, an XPR set at 170 amps, equals the cut speed of an HPR using 200 amps of output current.

A second key factor impacting operating cost is consumable life. In laboratory testing, Hypertherm engineers were able to make nearly 50 percent more cuts than previously possilble. Whereas before a set of consumables might have lasted for close to 1,000 cuts, XPR consumables can make close to 1,400 20 second cuts on ¾" mild steel. One reason for this increased consumable life has to do the highly sophisticated design of the XPR. The system’s power supply includes something called Arc response technology™ that automatically intervenes to prevent events that may damage the system or reduce consumable life.
Let’s look at ramp-down errors for example. These errors, in which an arc is terminated in an uncontrolled manner by running off the plate or having an interior feature (like a hole or slot) fall away, are very damaging to consumables. This is because the hafnium emitter found at the tip of all electrodes can’t resolidify when an arc “snaps” off. As a result, every time a ramp down occurs, a little bit of hafnium is ejected from the electrode, accelerating consumable wear.
The XPR300 power supply addresses this issue through the use of a sophisticated auto sense feature. The system senses when a ramp-down error is about to occur and rapidly terminates the arc in a controlled manner, greatly prolonging electrode and nozzle life. Whereas most plasma systems see an approximate 50 percent consumable life reduction from ramp down errors, the rate in the XPR300 is less than 10 percent. This equates to a realized consumable life benefit nearly three times longer than normal.
Another important factor to consider is cut quality. The XPR300 introduces a whole new class of cutting called X-Definition®. Advances such as Cool nozzle™, advanced arc stability, expanded HyDefinition® cutting on non-ferrous metals, Vented Water Injection™ (VWI), discrete gas mixing (H2, Ar, N2), Vent-to-shield and plasma dampening, in which a chamber in the nozzle absorbs pressure and flow fluctuations, have resulted in exceptional consistency in cut quality over a very long period of time.
Whereas the HyPerformance® Plasma HPR® systems achieved consistent ISO Range 4 cut quality for parts, the XPR300 achieves consistent ISO Range 3 cut quality and even ISO Range 2 on thinner material.

This greatly improved cut quality on mild steel, and more significantly stainless steel and aluminum, may enable fabricators to bring cutting previously outsourced to laser and other specialized cutting centers, in-house. This can lead to significant cost savings, an improved, more efficient supply chain (enabling JIT production,) faster delivery of jobs, and greater overall profitability.

Aluminum edge quality using the patent-pending VWI process available on XPR300

Stainless steel edge quality using the XPR300’s unique capability to mix H2-Ar-N2 as the plasma gas in the OptiMix™ console
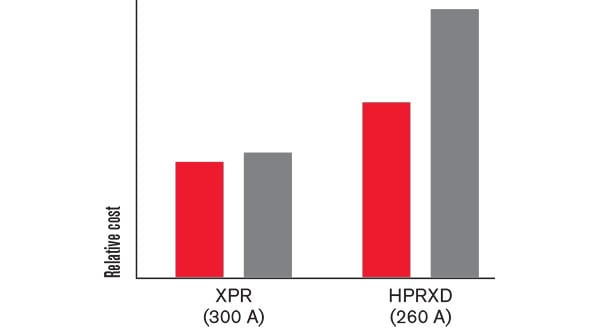
In summary, the combination of faster cut speeds, longer consumable life enhanced by ramp down error protection, improved cut quality and greater cutting consistency directly leads to lower operating costs and improved profitability. In fact, at 300 amps of output, the XPR300 can reduce the relative cost per meter or foot of cutting by more than 50 percent.

Want to learn how to make your business more profitable?


Related products

XPR300 plasma cutting system
Cut faster and use fewer consumables with the XPR300® mechanized plasma cutting system. With unmatched X-Definition® cut quality on mild steel, stainless steel and aluminum, the XPR300 increases cut speed, dramatically improves productivity and slashes operating costs.

HyPerformance HPR400XD
Designed and built for maximum performance and productivity in mechanized cutting operations, the versatile HyPerformance® HPR400XD® plasma system delivers the ultimate in HyPerformance mild steel cutting, plus aluminum capability and unmatched stainless steel cut quality.