Mitchell Mill agora tem uma fabricação enxuta com o ProNest LT
A empresa e os produtos
A Mitchell Mill Systems é uma fabricante do ramo de equipamentos de agronegócio, usados para produzir forragem, grãos, rações, fertilizantes e muito mais. A equipe deles também fabrica uma variedade de equipamentos especializados para atender às necessidades dos clientes.
O gerente de projetos Jeff Johnson, que trabalha no Missouri, estado dos EUA, supervisiona a operação de corte da empresa, que inclui uma mesa de corte a plasma mecanizado.
O problema
No ano passado, toda a Mitchell Mill estava envolvida em um projeto de fabricação enxuta. A gerência encarregou Johnson do controle do tempo de corte, materiais e mão de obra da operação. Sendo assim, ele e sua equipe decidiram experimentar o software de agrupamento ProNest® LT da Hypertherm, que tinha sido lançado recentemente como um produto de nível profissional, mas de baixo custo, voltado a operações de corte industrial leve.
A solução
Após iniciar o período de testes gratuitos do ProNest LT, Johnson e sua equipe decidiram fazer um estudo relacionado ao tempo, comparando-o ao software antigo. “Fizemos um trabalho completo do zero em cada programa do software, desde o desenho até o programa acabado, já pronto para cortar, e descobrimos que ele levou 12 minutos e meio em nosso software antigo, e só 3 minutos no ProNest LT”, explica Johnson. “Foi surreal ver que podíamos fazer tudo tão rápido!”
Benefícios
Com uma economia de tempo de 9,25 minutos por agrupamento, e 550 agrupamentos por ano, a economia total na mão de obra foi calculada em cerca de 85 horas por ano, o que, com um valor de US$ 75/hora, equivale a US$ 6.375 por ano.
“Quando eu usei o ProNest LT pela primeira vez, falei para meu chefe: Tem algo errado aqui. Esse software é muito fácil de usar!” explicou Johnson. “Você vai dos desenhos até o agrupamento e depois até a elaboração de relatórios muito rapidamente.”
Contudo, talvez a maior vantagem de usar um software de corte de alta qualidade seja a capacidade de otimizar a qualidade de corte do trabalho e garantir que os usuários obtenham o máximo de sua máquina de corte.
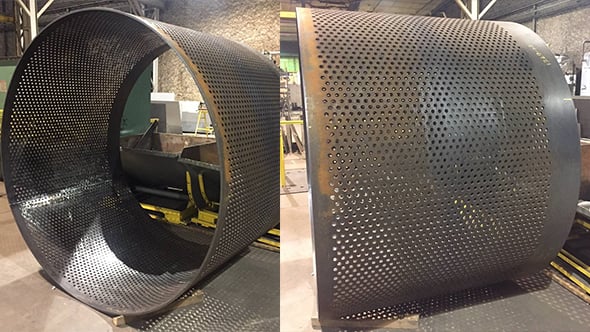
A Mitchell Mill descobriu isso da forma mais dramática ao cortar uma peça personalizada para um de seus clientes, que pedira 7.000 furos em um aço-carbono de meia polegada (figura acima). Com o antigo software que usavam na máquina a plasma, os funcionários eram obrigados a perfurar cada orifício como um processo secundário, devido ao grau de conicidade dos cortes. No entanto, com as técnicas de corte mais avançadas do ProNest LT, incluindo taxa de alimentação variável e a capacidade de travar o controle de altura da tocha, os orifícios agora são gerados praticamente sem conicidade, além do fato de que os funcionários puderam eliminar as operações secundárias em quase todas as peças.
“A qualidade do ProNest LT é incrível quando comparada ao que tínhamos antes no mesmo equipamento de corte”, afirma Johnson.

Produtos relacionados

ProNest 2025 LT
ProNest® LT é um software de agrupamento de materiais projetado para cortes industriais leves e mecanizados em ambientes de produção.