
Systemy paliwowo-tlenowe mają dwie główne zalety: są niedrogie i można je bardzo szybko przygotować do pracy. Jednak sam proces jest porównywalnie wolniejszy i nadaje się dobrze tylko do cięcia stali miękkiej. Nie sprawdza się z metalami innego typu, na przykład ze stalą nierdzewną czy aluminium. Ponadto przed cięciem element obrabiany ze stali miękkiej musi zostać podgrzany, co jeszcze bardziej zmniejsza produktywność. Z procesem są także związane kwestie bezpieczeństwa dotyczące stosowania bardzo palnego i niestabilnego acetylenu, czyli gazu paliwowego używanego najczęściej w tym przypadku.
System paliwowo-tlenowy to dobry wybór dla osób, które tną przede wszystkim grubą stal miękką (powyżej 51 mm). System paliwowo-tlenowy może być tańszą alternatywą, gdy zakład nie tnie dużo części i nie martwi się ani produktywnością, ani rentownością w przeliczeniu na jedną część. W porównaniu do systemów plazmowych Hypertherm oferujących możliwość cięcia ciągniętego (tylko systemy ręczne) ten proces nie wymaga aż tak dużej wiedzy i poziomu wyszkolenia operatora. Jednak operator o dużych umiejętnościach może uzyskać za pomocą systemu paliwowo-tlenowego bardzo dobrą jakość cięcia.
W warsztatach produkujących bardzo dużo części systemy paliwowo-tlenowe często współpracują z automatycznymi maszynami, tnąc względnie małe części, często z wykorzystaniem wielu palników na jednym portalu. Gdy jest używanych wiele palników, proces oferuje wyższą produktywność z grubszymi materiałami (zwykle powyżej 5/8 cala).
Po cięciu systemem paliwowo-tlenowym części są bardzo utlenione i wymagają sporego (czasochłonnego) czyszczenia, co często oznacza konieczność szlifowania w celu usunięcia żużlu.
Oprogramowanie do wypalania paliwowo-tlenowego
W przypadku cięcia zmechanizowanego oprogramowanie do wypalania paliwowo-tlenowego służy do programowania maszyny cięcia. W niektórych przypadkach oprogramowanie CNC może być używane do programowania pojedynczych części lub małych serii, jednak większość wykonawców i producentów polega na oprogramowaniu powszechnie znanym jako oprogramowanie do rozmieszczania CAD/CAM, które oferuje znacznie większe możliwości i funkcje.
Niektóre typy oprogramowania do rozmieszczania CAD/CAM współpracujące z procesem paliwowo-tlenowym mogą kontrolować i automatycznie ustawiać niemal każdy aspekt operacji cięcia paliwowo-tlenowego. Na przykład oprogramowanie ProNest® firmy Hypertherm obsługuje takie parametry, jak wstępne nagrzewanie, szybkość cięcia, wysokość cięcia, typ wprowadzenia łuku (stały, start od krawędzi), kąt wprowadzenia, przedłużenia i przekroczenia zakresu ruchu. Wszystkie te parametry upraszczają pracę operatora maszyny oraz zwiększają produktywność.
Inne funkcje często spotykane w oprogramowaniu do wypalania paliwowo-tlenowego:
- Cięcie mostkowe
- Ukosowanie
- Cięcie wielogłowicowe
- Obcinanie arkuszy
- Wycinanie szkieletu
- Inne zmienne zdefiniowane przez użytkownika
Podstawowe obszary zastosowań:
- Cięcie stali przed obróbką lub utylizacją
- Ogrzewanie części przed zginaniem, prostowaniem, obróbką cieplną i innymi operacjami
- Luzowanie zakleszczonych, zardzewiałych części i śrub przed obróbką/naprawą; w przeciwieństwie do plazmy system paliwowo-tlenowy potrafi oddzielić zardzewiałą nakrętkę od śruby bez uszkodzeń
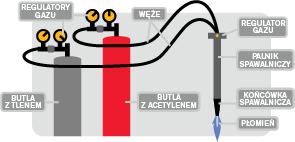
Jak działa system paliwowo-tlenowy
W cięciu paliwowo-tlenowym najpierw stal jest wstępnie ogrzewana do temperatury „wzniecenia” (1800˚F) za pomocą gazu paliwowego, po czym następuje aktywacja dyszy z czystym tlenem powodująca gwałtowne utlenienie stali poprzez reakcję egzotermiczną.
Nie wiesz, jakiego procesu lub metody użyć?
Przydatne informacje: