플라즈마 절단을 위한 토치 높이 제어
자동 토치 높이 제어(THC)는 자동화 형상 커터의 가장 중요한 요소 중 하나입니다. 그러나 이것은 잘못 사용되거나 작동하지 않거나 누락될 가능성도 가장 높은 절단 장비의 한 부분이기도 합니다. 많은 제작업체의 토치 작업자가 절단 작업 중에 토치를 위아래로 수동으로 조작합니다. 작업자의 눈은 토치를 보고 손은 전환 스위치를 잡고 있습니다. THC가 올바르게 작동하지 않거나 작업자가 장비 사용법에 관한 교육을 받지 않았습니다. 둘 중 어느 경우이든 이 작업장은 절단 작업을 효율적으로 수행하지 못하고 있습니다.
시중에는 다양한 토치 높이 제어 또는 '스탠드오프 제어'가 있습니다. 이러한 모든 자동 THC에는 다양한 기능과 특징이 있습니다. 그러나 모두가 동일한 기본 요소를 사용하여 절단할 소재에 상대적으로 토치 위치를 제어합니다. 이 “토치 작업” 거리 또는 “스탠드오프”는 절단 품질과 부품 수명에 모두 중요합니다.
THC의 요소
- 모터 구동식 토치 포지셔너. 이 장치는 제어 콘솔의 신호에 따라 토치를 위아래로 이동합니다. 드라이버, 랙과 피니언, 벨트 구동 장치가 이동에 사용됩니다.
- 제어 콘솔. 이것은 시스템의 뇌입니다. 이것은 리모컨에서 입력 명령을 수신하고, 토치 포지셔너에 출력 명령을 보내고, 위치 피드백과 전압 신호를 모니터링합니다.
- 플라즈마 시스템 인터페이스. 이 장치는 일반적으로 플라즈마 전원공급장치 안에 장착된 전압 분배기 카드로 구성되어 있습니다. 전압 분배기 카드는 절단 작업이 진행되는 동안 전원공급장치 전압을 모니터링합니다. 이것은 전압 신호를 '분배'하여 더 작은 신호 전압을 제어 콘솔에 보냅니다.
- 리모컨. 리모컨은 HMI 또는 Human Machine Interface(사람 장치 간 인터페이스)입니다. 이것은 작업자가 초기 높이와 아크 전압이라는 두 중요 절단 매개변수를 설정하는 곳입니다. 이것은 CNC 제어 안에 있거나 별도의 원격 상자에 있을 수 있습니다.
IHS(초기 높이 감지)와 전압 설정 간의 차이를 이해하는 것이 매우 중요하며, 이것은 자주 혼동을 일으킵니다.
IHS는 토치가 발사되고 철판 피어싱이 시작되는 높이를 결정하는 조절식 매개변수입니다. 초기 높이(수축 거리라고도 함)를 설정하려면 THC가 먼저 철판 위치를 찾아야 합니다. 간단한 기계 장치에서부터 모터 정지 기술, 근접도 센서, 노즐이나 차폐 접촉부를 감지하는 전기 회로를 비롯한 다양한 구성이 철판을 감지하는 데 사용됩니다. 사용된 방법과 관계 없이, 가장 중요한 것은 두꺼운 철판이든 얇은 철판이든, 철판에 녹이 있든 깨끗하든, 수중이든 수면 위든, 토치가 철판을 찾아 적절한 피어싱 높이로 정확하게 수축하는 것입니다.
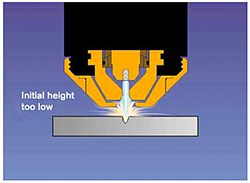 |
| 그림 1 |
올바른 피어싱 높이가 중요합니다. 토치가 너무 낮게 피어싱을 하면 소모품이 손상됩니다. 이것은 조기 부품/토치 고장에 대한 제1의 원인입니다(그림 1 참조). 너무 높게 피어싱을 시도하면 아크가 트랜스퍼되지 않아서, 발화가 되지 않습니다. 경험상 절단 높이의 150-200%에서 피어싱하는 것이 좋습니다. 높게 피어싱, 낮게 절단:
토치 작업 거리
절단 프로세스 시 토치 작업 거리 또는 스탠드오프는 아크 전압을 모니터링하고 제어하여 조절됩니다. 아크 전압은 전원공급장치 출력 전압과 동일한 것입니다. 플라즈마 전원공급장치는 전원입니다. 이것은 토치가 절단 작업을 할 때 매우 안정적인 동작 전류를 생성합니다. 반면, 전압은 음극(토치의 전극)과 양극(절단할 소재) 간의 거리에 따라 달라집니다. 전압은 저항에 정비례합니다(옴의 법칙에 따라 V=I*R). 아크의 저항은 거리의 상관 요소입니다. 토치 작업 거리가 증가하면 전압이 증가하고, 토치 작업 거리가 감소하면 전압도 감소합니다.
토치 높이 제어는 아크 전압을 사용하여 토치 절단 작업 시 철판과 일정한 거리를 유지합니다. 이를 통해 시스템은 소재의 변화 또는 절단 베드의 편평도에 관계 없이 적절한 토치 높이를 유지할 수 있습니다. 작업자는 플라즈마 시스템의 사용 설명서에 나와 있는 절단 차트에 따라 리모컨에 아크 전압을 설정합니다. 이 전압 설정은 보통 100~200 VDC 범위입니다.
토치 높이 제어가 초기 높이 감지를 완료하고 토치가 철판을 피어싱하면 절단 장비의 동작이 활성화되고 토치가 이동을 시작합니다. 절단이 시작되면 THC가 전원공급장치로부터 아크 전압을 샘플링하여 작업자가 설정한 목표 전압과 비교합니다. 이것은 토치를 올리거나 내려서 목표 전압을 유지합니다.
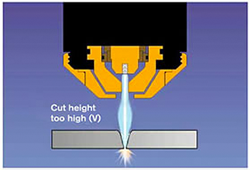
각 전압 설정은 깨끗한 직선 절단을 위한 아크 특성을 최적화하는 특정 높이에 해당합니다. 토치 높이는 플라즈마 절단 가공물의 베벨 각도에 가장 큰 영향을 미칩니다. 전압을 너무 높게 설정하면 하단보다 절폭의 상단에서 더 많은 소재가 제거됩니다. 이렇게 되면 상단 둥근 가공이 과도하게 되고 양의 경사가 발생합니다(그림 2 참조). 전압을 너무 낮게 설정하면 철판의 하단에서 너무 많은 소재가 제거됩니다. 이렇게 되면 언더컷 또는 음의 경사가 발생합니다(그림 3 참조).
 |
 |
| 그림 2 | 그림 3 |
오늘날의 토치 높이 제어는 다양한 기능과 성능을 갖추고 있습니다. 그러나 이해해야 할 가장 중요한 2가지는 초기 높이 감지와 아크 전압 제어입니다. 적절한 높이에서 피어싱 작업을 하면 부품 비용을 줄일 수 있습니다. 적절한 높이에서 절단 작업을 하면 양호한 절단 품질을 얻고, 비용이 많이 동반되는 재작업을 최소화할 수 있습니다. 토치 높이 제어를 적절하게 사용하면 단기간에 투자 비용이 회수됩니다.
토치 높이 제어에 대한 3가지 권장 사항:

- THC가 파손되면 고치고, 오래되었으면 새 것으로 교체하십시오.
- 플라즈마 형상 장비에 THC가 없는 경우 구매하십시오.
- 새 장비를 구매하는 경우 예산 한도 내에서 최선의 THC를 선택하십시오. 투자 비용을 최대한 활용하려면 모든 THC 기능을 사용할 수 있도록 작업자들을 교육하십시오.
적절한 THC를 구비하고 적절하게 작업자 교육을 하면 효과적으로 부품 수명을 개선하고, 절단 품질을 향상시키고, 가동 중단 시간을 줄일 수 있습니다.
관련 제품

Sensor 토치 높이 제어
EDGE® Connect 및 기타 CNC와 호환되는 제품인 Sensor® THC는 형상 절단 작업의 생산성과 수익성을 크게 높일 수 있는 전기능 토치 높이 제어 시스템입니다. 고정밀 및 기존의 플라즈마 작업에 적합합니다.