ガス溶断には 2 つの優れた点があります。装置は安価で、比較的すぐに立ち上がり作動できるようになります。ただし、加工工程は比較的時間がかかり、炭素鋼にしか使用できません。ガス溶断はステンレスやアルミなどの他の金属には不向きです。さらに、炭素鋼は切断前に予熱が必要で、生産性をさらに低下させます。また、この工程で一般に使用される可燃性が高く不安定なアセチレンガスの扱いに関連する安全性の問題もあります。
ガス溶断は厚みのある (51 mm 以上) 炭素鋼を切断するには優れた選択です。さらに、ガス溶断は、切断する部品の数がそれほど多くなく、生産性や部品当たりの収益性を考慮しない場合には経済的にも良い代替策となります。ドラッグ切断機能がある Hypertherm プラズマシステム (ハンドシステムのみ) と比較して、この工程はオペレーターのトレーニングと経験がより必要になります。ただし、スキルのあるオペレーターはガス溶断で優れた切断品質を達成することができます。
生産量の多いショップでは、ガス溶断は自動切断装置で複数の比較的小さい部品を切断するのに用いられ、単一のガントリーでいくつかのトーチを使用することがあります。複数のトーチが使用されると、5/8 インチ以上の厚い材料で優れた生産性を発揮lします。
ガス溶断で部品を切断した後は酸化が激しいため、清掃に時間がかかるほか、大量の研磨やドロスの除去が必要な場合も多くあります。
ガス溶断バーンソフトウェア
マシン切断には、ガス溶断バーンソフトウェアを使って切断機のプログラミングを行います。場合によっては、CNC ソフトウェアを使って個々の部品または小さい加工をプログラムできますが、大部分の加工業者や製造業者は、通常より多くの機能や能力を提供する CAD/CAM ネスティングソフトウェアと呼ばれるものを使っています。
ガス溶断用の CAD/CAM ソフトウェアの中には、レーザー切断操作のほとんどすべての様相を制御あるいは自動設定できるものもあります。 例えば、Hypertherm の ProNest® は、予熱、切断速度、切断高さ、リードスタイル(ロック、エッジスタート)、リード角、エクステンション、オーバートラベルなどのパラメータをサポートします。こうした機能は、機械オペレーターの仕事を簡素化し生産性を高めます。
その他のガス溶断バーンソフトウェアに通常見られる機能:
- ブリッジ切断
- 開先切断
- マルチヘッド切断
- プレート切り取り
- スケルトン カットアップ
- その他のユーザー定義変数
主な使用と用途:
- 加工や解体のための鋼材切断
- 曲げたり、伸ばしたり、熱加工するなどのための部品の加熱
- 再作業や修理中にくっついた部品や錆びた部品を離したり、ボルトをゆるめるのに使用。プラズマと異なり、ガス溶断は錆びたナットをボルトから損傷せずにゆるめることが可能
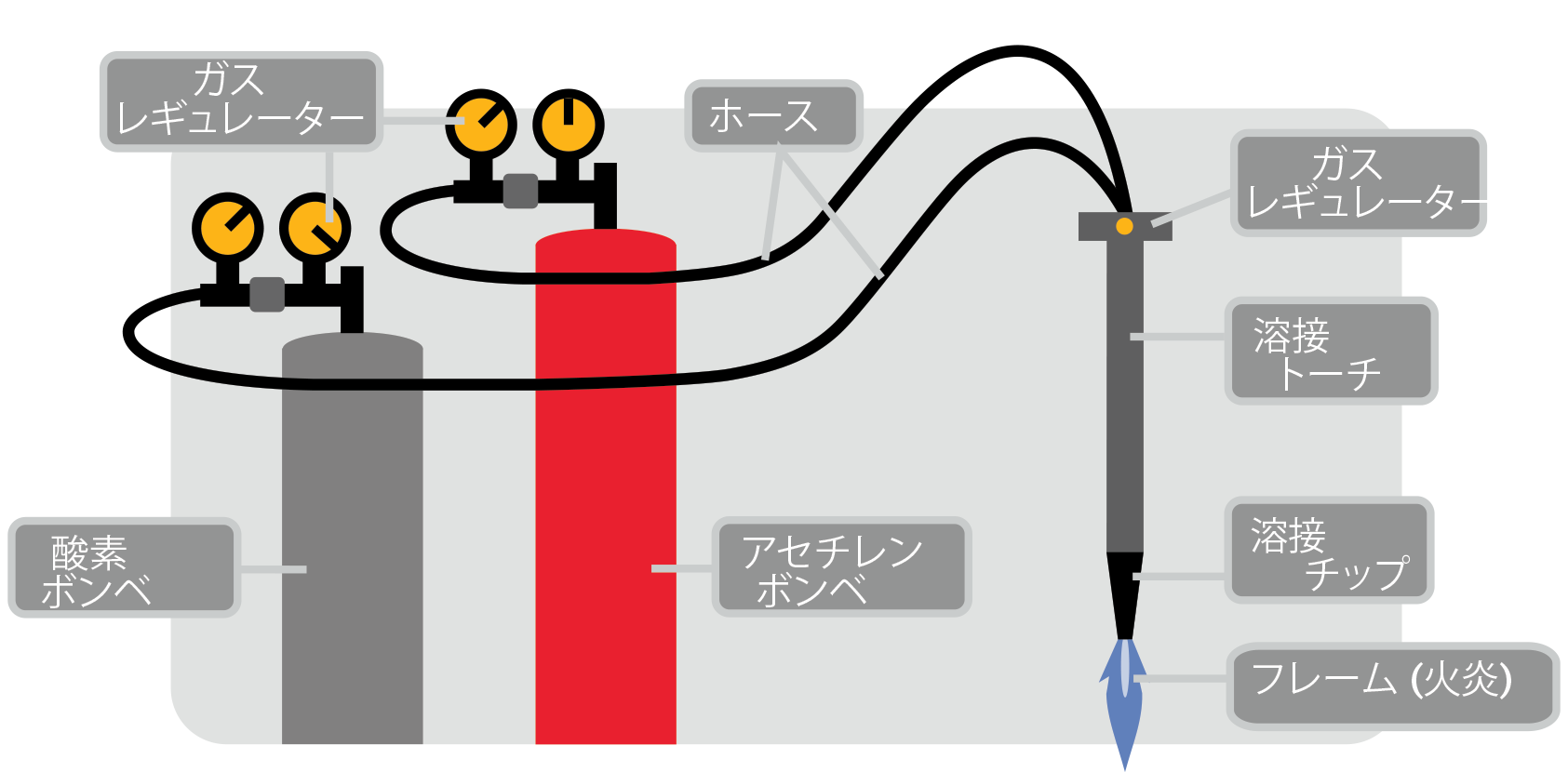
ガス溶断の仕組み
ガス溶断は燃料ガスを使って鋼材を予熱し、“発火点”温度 (1,800˚F) まで加熱した後、純粋な酸素ジェットを起動し、発熱反応を使用して鋼材を高速で酸化させます。