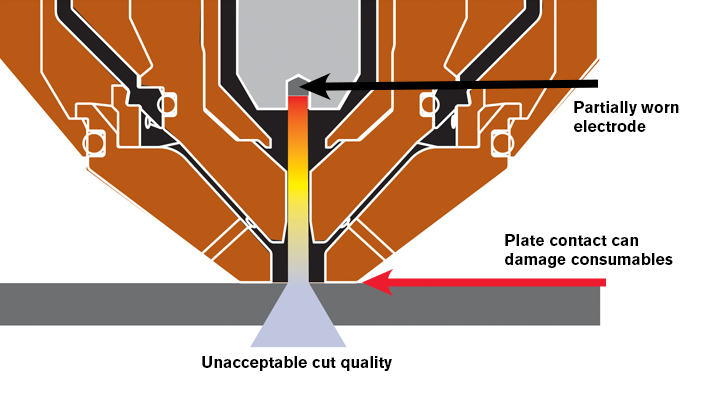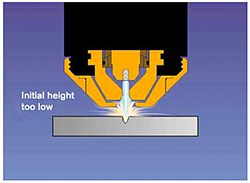
THC はプログラムされた後、材料の表面に軽く触れてから適切なピアス高さに引き込ませます。ピアシング開始後、THC はフルピアシングのため 1~2 秒停止するよう装置に指示し、切断高さまで下がります。これは切断品質に非常に重要です。トーチが低すぎると板と接触する恐れがあり、高すぎるとカーフが広くなりすぎ、切断面の角度が広がり、ドロスやたわみが増えます。X と Y の動作が所定の速度に達すると (高さコントロールの遅延タイマーの期限が切れた後)、アーク電圧フィードバックコントロールが代わってトーチとワークピース間の適切な距離の維持を行います。
消耗部品当たりのスタート回数 < 0.25 mm オペレータ介入なしの適切な切断の高さからの偏差 (130 A) 12 mm 軟鋼

従来の THC は、適切な切断高さを確保するためにオペレーターが定期的にアーク電圧を調整する必要がありました。生産性と収益性を高めるためには、電極の摩耗に合わせて自動的に調節できるインテリジェント THC システムをご考慮ください。 THC システムによってはアーク電圧のサンプリングを行って消耗部品の摩耗度を追跡できるものもあります。 各ピアシング後に毎回アーク電圧を継続的にモニターすることで、設定されたアーク電圧値を自動的に調節し、余分なオペレーターの介入を必要とせずに消耗部品の寿命期間中、一貫した適切な切断高さを維持できます。 その結果、最適な切断品質と消耗部品の寿命の最大化が実現でき、時間と費用の両方が節約できます。