それぞれの切断加工工程は利点と短所があり、切断方法を決定する前に、これらに注意を払う必要があります。また特定の用途には、複数の加工工程を組み合わせるのが最適なこともあります。
 プラズマ |
 ガス |
 レーザー |
 ウォータージェット |
 その他の機械工具 |
||
|---|---|---|---|---|---|---|
| 一般的な属性 | ||||||
| 工業用切断のカテゴリー | 熱 (サーマル) |
熱 (サーマル) |
熱 (サーマル) |
浸食 | 機械的 | |
| 材料の種類 | ほぼすべての金属 | 炭素鋼 | 材料の範囲 | ほぼすべて | 金属、木材、プラスチック | |
| 材料厚 | 最大 80 mm | 50 mm、さまざまな厚さでそれ以上 | 通常は 6 mm 以下、場合によっては最大 30 mm | 最大 305 mm、材料サポートを変更した場合はそれ以上 | 一般に最大 25 mm | |
| 切断品質 | とても良い | とても良い | 非常に優れている | 極めて優れている | 良い | |
| 理想的な板厚を切断するときの速度 |
高速 | 高速 (但し予熱時間が必要) |
高速 | 低速 | 低速 | |
| 運用コスト | $ - $$ | $$ | $$ (CO2 レーザーではコスト高) |
$$$ | $$$$ | |
| 資本設備のコスト | $ - $$$ | $ | $$$$ | $$$ | $ - $$$$ | |
| ポータブル性 | X (エアプラズマのみ) |
X | - | - | X | |
| 熱影響範囲 | より大きい | より大きい | より小さい | なし | 可能性あり | |
| 安全フェンスが必要 | いいえ | いいえ | はい | いいえ | いいえ | |
| 錆びた材料や塗装された材料を切断する能力 | はい | はい | 制限あり | はい | はい | |
| プラズマについての詳細 | ガス溶断についての詳細 | レーザーについての詳細 | ウォータージェットについての詳細 | |||
材料
種類
 加工工程によっては、特定の種類の材料しか切断できなものがあります。たとえば、ガス溶断は炭素鋼、プラズマは導電性のある金属しか切断できません。しかし、ウォータージェットとレーザーは広範囲にわたる材料を切断できます。
加工工程によっては、特定の種類の材料しか切断できなものがあります。たとえば、ガス溶断は炭素鋼、プラズマは導電性のある金属しか切断できません。しかし、ウォータージェットとレーザーは広範囲にわたる材料を切断できます。
板厚
加工工程によって、優れた効果を発揮する厚さが異なります。一般に、レーザーは薄い材料の切断に用いられることが多く、プラズマは中程度から厚めの材料、ガス溶断は非常に厚い炭素鋼の切断に使用されます。ウォータージェットは広範囲の厚さの切断ができます。
切断
異なる切断用途には、異なるレベルの切断品質が必要です。切断面は最終部品や製品の購入者の目に触れる部分なので、これは非常に重要です。これ以外の場合でも、切断品質は溶接や塗装などの切断後の加工工程に影響するものです。品質の良い溶接準備ができた切断はさらなる準備が省け、工程を合理化し、労賃を節約します。しかし、時によっては切断品質は二の次で、生産量のほうが優先されることもあります。
切断品質は以下を含むいくつかの要因で左右されます。
-
切断装置の動作
-
装置の電力レベルが切断される材料の厚さに適切であること
-
どのようなガスが使用されるのか (またはウォータージェット、研磨材)
品質装置設定と切断用消耗部品が正しくマッチしているか
ガス溶断のような加工工程では、オペレーターのスキルが切断品質を大きく左右する要因となります。他の工程はこれほどオペレーターのスキルに依存せず、また Hypertherm の SureCut™ テクノロジーなどでは、加工工程の専門知識が切断ソフトウェアにビルトインされているので、スキルのあるオペレーターの必要性は低減します。
切断品質は、以下の属性に従って評価されます。
-
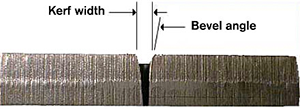
直角度 – ほとんど角度がない切断が最善とされるカーフまたは切
-
断面 − カーフ幅が狭いほうが部品細部を切断できる
-
許容値 – 許容値が少ないほうが、より正確で重複可能な切断が可能
-
切断熱影響範囲 − 範囲が小さいほど金属の整合性が保護され、溶接やタッピングなど、他の工程の成果にも影響する
-
ドロス – 一般に少ないほうがよい (ドロスは切断作業中に溶融した金属が切断
![]()
- 端に付着したもの)

- トーチ高さコントロール (THC) 性能
生産性
生産性はしばしば切断速度だけを重視する誤った見方をされます。それ以外にも考慮すべき要素があります。例:
-
必要なプログラミングにかかる時間
-
切断装置で段取りにかかる時間
-
切断のためにシステムを準備 (予熱) するのにかかる時間
-
装置で使用できる切断ヘッド数
-
ネスティングソフトウェアの効率と切断時間の利用を最大限にし不要な切断ヘッドの動きを低減できる機能
-
システムが切断中に部品を安全に取り出せる機能
-
単一の装置で複数の加工ができる機能 - 例、曲線の切断、スロットや穴の内部の切断、開先切断
-
移動中のプリフローや IHS など並行してタスクを進めることができるシステムの統合は加工時間を改善できます。
-
研磨などの二次作業にかかる時間は、切断装置が作業を完了した部品の品質が改善することで、削減または排除が可能です。
ランニングコスト
切断システムを運用するための全体的なコストには、以下のような多くの要素が影響します。消耗部品、電力、ガス、メンテナンスなど
人件費もまた世界の大部分の場所で運用コストに影響を与える重要な要素です。人件費の上昇やスキルのある労働力の不足は自動切断ソリューションへの需要を今後も高めていくと考えれらます。運用コストをさらに改善するために、以下を削減または排除できる完全自動ソリューションをお考えください。
-
CNC のプログラミングとセットアップの必要性
-
溶接準備のため、研磨などの二次作業
-
切断、マーキング、開先切断など、複数の加工工程を行うために、複数の装置の必要性
材料の利用率は運用コストに対するもう一つの重要な要素です。未使用の材料、あるいはスクラップを売却することで、ある程度のコストを回収することは可能ですが、材料の利用率を高めることで、最初から無駄をなくす方がずっとメリットがあります。材料利用率に影響を及ぼす様々な要素の中でも、最も注目すべきものが部品のネスティングや切断動作の方向を決める CAD/CAM ソフトウェアです。
運用コストを算出する場合は、時間ごとのコストを単に計算するのではなく、部品ごとのコスト、あるいは 1 フィート当たりのコストを計算することが重要です。その理由1 時間稼働するのに ~$17.96 EUR ($20) かかり 1 時間に部品を 2 個しか製造できない装置は、1 時間に ~$17.96 EUR ($20) かかり、1 時間に 100 個の部品を製造できる装置よりずっとコスト高となります。
部品当たりのコスト = 時間当たりの運用コスト/製造される部品数
フィート当たりのコスト = 時間当たりの運用コスト/切断されるフィート数
運用コストをさらに詳しく評価するには、完全な部品を製造するためのコスト総額の理解が必要です。これには溶接や塗装のための部品の準備、美観を整えるための仕上げ加工など、切断後の作業も含めます。切断後の加工工程、そしてそれに必要な装置駆動時間と人件費は、切断工程を改善することで削減でき、それにより部品完了にかかるコスト総額も削減できます。
切断システムで見逃されやすいものにトーチ高さコントロール (THC) 性能があります。 高性能高さコントロールは、CNC や部品プログラムを通じて自動プロセスをセットアップして以下を行う機能があります。
-
よくあるセットアップエラーを削減または排除
-
電極の摩耗を補正し、消耗部品の寿命を最大化
-
適切な高さを維持し、最適な切断角度を達成
-
トーチ接触検出機能でトーチの損傷を防止
資本設備のコスト
システムコスト総額には、電源装置とトーチ (ウォータージェットとレーザーの場合は切断ヘッド)、切断機またはロボティクス、CNC プログラミングソフトウェア、さらにヒュームコントロール、水処理、研磨材除去、リサイクリングなど、その他のコストも含まれます。一般に、ガス溶断システムが資本コストが一番低く、次いでプラズマとウォータージェット、そしてレーザーシステムが最も高価なものとなります。
同じタイプの切断システムでもコスト総額は大きく異なることがあります。たとえば、異なるメーカー製の X-Y 切断機のコストは、どちらの装置も全く同じ Hypertherm プラズマ電源装置、トーチ、高さコントロール、CNC とプログラミングソフトウェアを使用していても、大きく異なることがあります。その理由を理解することが重要です。どちらの機械の方が優れた動作コントロールを備えていますか?どちらか装置の方がより耐久性や信頼性に優れていますか?どちらのメーカーの方がご購入後のトレーニングやアフターサービスおよびサポートに優れていますか?
環境への配慮
![]() 昨今、世界各国の企業がこぞって事業における環境への影響の削減と、運用コストの低減を目標に掲げています。多くの企業にとって、省エネと材料の無駄の低減は、環境への影響と運用コスト削減の両方を達成可能にするものです。最先端の高効率な切断システムと高度な CAD/CAM ソフトウェアは大きなメリットを提供します。クローズドループシステムを使用して、ウォータージェット切断で使用される水や研磨材をリサイクルすることは環境への影響を低減して、運用コストを削減します。さらに、アップグレート、売却、リサイクルが簡単にできる装置は、製品のライフサイクル全体におけるコストを削減します。
昨今、世界各国の企業がこぞって事業における環境への影響の削減と、運用コストの低減を目標に掲げています。多くの企業にとって、省エネと材料の無駄の低減は、環境への影響と運用コスト削減の両方を達成可能にするものです。最先端の高効率な切断システムと高度な CAD/CAM ソフトウェアは大きなメリットを提供します。クローズドループシステムを使用して、ウォータージェット切断で使用される水や研磨材をリサイクルすることは環境への影響を低減して、運用コストを削減します。さらに、アップグレート、売却、リサイクルが簡単にできる装置は、製品のライフサイクル全体におけるコストを削減します。
Hypertherm ではリーンシックスシグマのプロセスとツールを活用して、当社全体の廃棄物削減とコスト回避の努力の一部として環境廃棄物の低減に努力しています。