多くの金属加工業者は、プラズマ装置で切断された部品のドロス除去や寸法修正などの後処理に多大な時間とコストをかけています。これらの切断品質の問題のいくつかは、古い、あるいはメンテナンスがよくできていない切断装置の機械的・電気的問題に由来します。それ以外はプラズマ工程自体に関連しています。切断品質を左右する変数が多数ある中、プラズマトーチのオペレーターは、どのように切断品質に関する問題のトラブルシューティングを行いますか?ここでは、プラズマ切断された部品の寸法精度に影響する重要なプロセス変数について説明します。これらの変数を注意深く管理すれば、オペレーターは寸法問題、後処理やスクラップ発生に関連するコストを最小限に削減することができます。
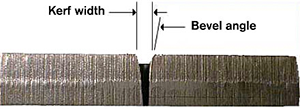
カーフ (切りしろ)とは、プラズマ切断処理で作られた切り口で、プラズマアークによって除去された溶融金属です。プラズマアークは動的な (アンペア数、電圧、ガス流量、トーチ動作の速度によって大きさと形が変化する) もので、プラズマアークのカラムが変化すればカーフも変化します。ノズルのオリフィスがプラズマガスのジェットを特定の直径に制限するので、ノズルサイズもまたカーフ幅に直接影響を与えます (ノズルはアンペア定格に従ってサイズが決められ、 穴が大きいほどより多くの電力が扱えます)。カーフ幅を推定するための基本ルールは、ノズルのオリフィスサイズの 1.5 倍です。たとえば、オリフィスサイズが 0.086 インチの 200 アンペアのエアノズルのカーフ幅は、約 0.129 インチになります。
プラズマアーク切断の CNC コントロールには、カーフ補正と呼ばれる調節可能なパラメータがあります。オペレーターやプログラマーは通常、カーフ幅と等しい値をカーフ補正値として入力します (そのため、コントロールによっては、カーフ幅という名称を使用するものもあります)。CNC は自動的にカーフ幅補正を計算し、カーフが切断ピースの切り落とし側に来るようにします。正しい補正値を見つけるために、オペレータは通常、試行錯誤を数回繰り返します。最初は経験値や実際の測定値を用いてカーフを推定し、最初の値を設定します。次にテストピースを切断し、それを測定してカーフ補正値を増減させ、部品の寸法が正しくなるまでこの手順を繰り返します。
カーフが広すぎる (部品が小さすぎる)
この問題は、摩耗したノズル、高すぎるトーチスタンドオフ (アーク電圧)、アンペア数超過、不十分なガス流量、低速度が原因で起こります。これらの変数はどれも、アークカラムを増やし、カーフを広げます。誤った (小さい) カーフ補正値もまた部品が小さくなる原因です。カーフが狭すぎる (部品が大きすぎる)この問題は、低すぎるトーチスタンドオフ (アーク電圧)、アンペア数不十分、ガス流量超過、高速度が原因で起こります。これらの変数はどれも、アークカラムを減らし、カーフを狭くします。誤った (大きい) カーフ補正値もまた部品が大きくなる原因です。
開先角度とは切断エッジの角度です。
開先角度が 0° の場合は、ストレートカットで、材料面に対して垂直であることを意味します。プラズマトーチのほとんどは、プラズマガスの渦巻きが時計回りになっています。これにより、トーチの動きに対するカーフの右側がより垂直になります。従来型のプラズマトーチの典型的な開先角度は、切断の「良い方の」側で 1~3 度、「悪い方の」側で 3~8 度です。高許容度プラズマ切断システムは、さらに小さい開先角度にも対応します。トーチノズル内のガスジェットの形状により、プラズマ切断プロセスでは開先角度がどうしても生じますが、それを最小化することは可能です。開先角度が 5 度以上になると、PAC 装置パラメータでエラーとして表示されることがあります。
(過剰な) プラスの開先角度

プラスの開先角度 - 部品の上部が下部より小さい
この問題は、摩耗したノズル、高すぎるトーチスタンドオフ (アーク電圧)、不十分なアンペア数、速度超過が原因で起こります。これらの変数はすべて、アークの遅延の原因となり、カーフの下部よりも上部によりエネルギーがかかるようになります。その結果、カーフ上部が広く、下部が狭くなります。部品周りの切断方向が誤っていることでもプラスの開先角度超過が生じます。部品周り全体に開先角度にプラスの超過がある場合、底部のエッジに高速ドロスの固いビーズが見られることがあります。
マイナスの開先角度

マイナスの開先角度 - 部品の下部が上部より小さい、アンダーカット
この問題は、低すぎるトーチスタンドオフ (アーク電圧)、アンペア数超過、低速度が原因で起こります。これらのパラメータは、アークが材料底部でより多くの材料を除去する原因となります。部品の周りで開先角度が常にマイナスになっている場合には、低速ドロスが見られることがよくあります。
不規則な開先角度

プラスの切断面 - 同じ製品にプラスとマイナスの開先角度が見られる
この問題は、通常、ノズルの故障、トーチが直角外、電極とノズルの不揃いを示しています。これらの変数は、アークが材料をまっすぐ進むのを妨害します。正方形の部品のひとつの辺がプラスの開先角度、その反対側がマイナスの開先角度になっていることがしばしばあります。部品の断面は長方形ではなく、平行四辺形のように見えます。切断面が平らでなく、片側が凹み、反対側が凸になっていることもあります。これらはすべて消耗部品のひどい摩耗や不揃いを示しています。