プラズマ切断のトーチ高さコントロール
自動トーチ高さコントロール (THC) は、マシン形状切断の最も重要な要素のひとつですが、切断機の装置の中で最も誤用されたり、機能しなかったり、または欠けている可能性が高い機能でもあります。多くの金属加工ショップでは、トーチオペレーターがトーチを目で追いながら、親指でトグルスイッチを操作するといった、切断と同時に手動でトーチの上昇・下降操作を行っています。これは、THC がまったく機能していないか、オペレーターが装置の使用方法の訓練を受けていないことが考えられます。いずれの場合であっても、これでは切断業務から最も多くの生産を得ることはできません。
市場には、様々な「トーチ高さコントロール」や「スタンドオフコントロール」があります。各自動 THC の機能と特徴をご覧ください。ただし、どの THC でも、切断材料に対するトーチの位置を制御するために採用されている基本的な要素は同じです。この「トーチとワーク間」の距離または「スタンドオフ」は、切断品質と部品寿命の両方に重要です。
THC の要素
- モーター駆動トーチ位置決め装置。この装置は、制御コンソールからの信号に応答して、トーチを上下に動かします。動作はスクリュードライブ、ラックアンドピニオン、およびベルト駆動メカニズムによって変換されます。
- 制御コンソール。これはシステムの頭脳となる装置です。リモートコントロールから入力コマンドを受信し、トーチ位置決め装置に出力コマンドを送信して、位置のフィードバックと電圧信号を監視します。
- プラズマシステムインターフェイス。これは通常、プラズマ電源装置内に取り付けられた分圧器カードで構成されています。分圧器カードは、切断中の電源電圧を監視します。電圧信号を「分割」し、より小さな電圧信号を制御コンソールに送信します。
- リモートコントロール。リモートコントロールは、ヒューマン・マシン・インターフェイス (HMI)、つまり人と装置間の接点です。オペレーターが、初期高さとアーク電圧という 2 つの重要な切断パラメーターを設定する場所です。リモートコントロールは、CNC コントロールまたは別のリモートボックス内に設置されていることがあります。
IHS (初期高さ検出) と電圧設定の違いを理解することは非常に重要ですが、しばしば混同されることがあります。
IHS は、トーチが点火し、材料のピアシングを開始する高さを決定する調節可能なパラメーターです。初期設定高さ (退避距離とも呼ばれるます) を設定するためには、まず THC に材料位置を検出させる必要があります。材料検出には、単純な機械装置からモーターストール技術、近接センサー、そしてノズルやシールドの接触を検出する電気回路まで、様々な構成が使用されます。どの方法を使用する場合でも、材料の厚さ、錆びの有無、または水中切断であるかどうかにかかわらず、トーチが材料を検出して適切なピアス高さに正確に退避されることが最も重要となります。
|
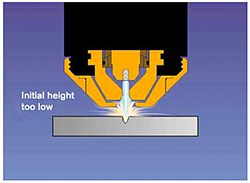
| 図 1 |
正しいピアス高さは重要です。トーチのピアス高さが低すぎると、消耗部品が破損します。これは、部品やトーチが予想されるより早く故障する一番の原因です (図 1 を参照)。ピアス高さが高すぎると、アークがトランスファーせず失火の原因となります。大体の目安は、切断高さの 150~200% の高さでピアシングを行うことです。高い位置でピアスし、低い位置で切断します。
トーチとワーク間の距離
切断プロセス中のトーチとワーク間の距離またはスタンドオフは、アーク電圧をモニター、そして制御することで調節します。アーク電圧は、電源出力電圧と同じであることに注意します。プラズマ電源は、トーチによる切断中に非常に安定した動作電流を発電する電流源です。一方、電圧は、カソード (トーチ内の電極) とアノード (切断される材料) 間の距離により異なります。電圧は、抵抗に直接比例します (オームの法則では V=I*R)。アークの抵抗は、距離の関数です。トーチとワーク間の距離が増加すると、電圧が増加します。トーチとワーク間の距離が減少すると、電圧も低下します。
トーチ高さコントロールは、アーク電圧を使用して、トーチによる切断中に材料からの一定の距離を維持します。これにより、システムは材料の種類や切断ベッドの平坦性にかかわらず、適切なトーチ高さを維持することが可能になります。オペレーターは、プラズマシステムの取扱説明書に記載されている切断条件表に従って、リモートコントロールでアーク電圧を設定します。この電圧設定は通常 100~200 VDC です。
トーチ高さコントロールにより初期高さ検出が完了し、トーチにより材料のピアッシングが完了すると、切断機の動作が有効になって、トーチが動き始めます。切断を開始すると、THC により電源装置からのアーク電圧のサンプリングが開始され、測定値とオペレーターが設定した目標電圧値が比較されます。目標電圧を維持するためにトーチが上下に調節されます。
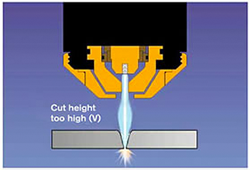
それぞれの電圧設定値は、きれいに真っ直ぐ切断を行う最適なアーク特性を達成できる特定の高さに対応しています。トーチ高さは、開先角度に最も大きく影響します。電圧の設定が高すぎると、カーフの下部よりも上部の材料がより多く除去される結果となります。これは、過剰な上部の丸みとプラスの開先角度の原因となります (図 2)。電圧の設定が低すぎると、材料下部の材料が過度に除去される結果となります。これは、アンダーカットとプラスの開先角度の原因となります (図 3)。
 |
 |
| 図 2 | 図 3 |
今日のトーチ高さコントロールには多くの機能と性能が備わっています。ただし、理解すべき 2 つの最も重要なことは、初期高さ検出とアーク電圧制御です。正しい高さでピアシングを行うことは、部品費用の節約につながります。正しい高さで切断すると、優れた切断品質が確実になり、費用のかかる再加工作業を最低限に抑えることができます。トーチ高さコントロールは正しく使用すれば短期間でその元を取ることができます。
トーチ高さコントロールに関する 3 つの推奨事項:

- THC が故障している場合は修理します。旧式の場合は、新しいものに改良します。
- プラズマプロファイリング装置に THC が装備されていない場合は、入手します。
- 新しい切断機を購入する場合は、購入できる最も優れた THC を入手します。投資から最も多くを得るためには、THC のすべての機能の使用方法についてオペレーターをトレーニングします。
優れた THC と十分なトレーニングを受けたオペレーターにコントロールを操作させることで、部品寿命の延長、切断品質の向上、ダウンタイムの低減が実現され、その費用の元を取ることができます。
関連製品

Sensor トーチ高さコントロール
Sensor® THC は、EDGE® Connect およびその他の CNC との互換性を持ち、形状切断作業の生産性と収益性を大きく向上させるフル機能のトーチ高さコントロールシステムです。高解像度および従来型のプラズマアプリケーションに適しています。