プラズマ切断機のガウジング技術

プラズマガウジングは、穴を開けたり傷をつけたりすることなく、ワークピースから金属を除去するために使用されます。トーチとワークピース間に発生するプラズマアークが表面の金属を溶かし、溶融された金属がガスジェットによりワークピースから除去されます。ガウジングは、溶接や鋳造の準備中に不要な金属を除去するために頻繁に使用されます。オペレーターは練習することで、プラズマを使用した滑らかでクリーンなガウジングを行えます。
プラズマを使用したガウジングの利点
プラズマガウジングには、ガス溶断やカーボンアークガウジングよりも多くの利点があります。軟鋼、ステンレス、アルミ、銅を含む導電性のある材質に使用できるほか、プラズマガウジングはガス溶断やカーボンアークガウジングよりも高速であるため、生産性が向上します。より一貫した再現性のあるガウジングプロファイルを実現し、二次作業の必要性が減ります。プラズマガウジングには炭素汚染物質がないため、ワークピースの汚染要件を確実に満たすことができます。
また、オペレーターにとってもより良い選択肢です。トレーニングに時間がかからず、学習曲線が短いため、新しいオペレーターでも素早く習得できます。騒音やごみを減らして、規制要件および労働安全要件に適合することで、ガス溶断やカーボンアークガウジングに比べて作業者の安全性が向上しています。
ガウジングの準備
手動で、もしくはトラックカッターなどのマシン方式でガウジングを行う場合でも、プラズマ切断機のオペレーターは、異なるガウジングプロファイルやサイズを得るために様々な技術を使用しています。手作業でのガウジングを行う場合は、まずプラズマ切断システムが正しく設定されていることを確認することが重要です。
はじめに、トーチ、ワークケーブル、および入力ガス供給が正しく接続され、アースクランプがワークピースまたはテーブルアースに接続されていることを確認します。プラズマ切断システムを操作するときは、手袋、眼の保護具、保護衣など、必ず適切な個人用保護具を着用してください。
次に、希望するガウジングの種類に基づいて、適切なガウジング消耗部品をトーチに取り付けます。Hypertherm Powermax® のようなプラズマシステムは、ガウジング性能を最適化するために設計されたガウジング消耗部品を使用します。
-
最大制御消耗部品は、より精度の高い金属除去、軽い金属洗浄、浅いガウジングが必要な作業向けに設計されています。ガウジング初心者の場合は、ワークピースの損傷を防ぐために、最大制御消耗部品から始めることが推奨されます。
-
最大除去消耗部品は、強力な金属除去、深いガウジングプロファイル、入念な金属洗浄用に設計されています。集中したプラズマアークを制御するには、より速いガウジング速度が推奨されます。
-
精密ガウジング消耗部品は、低出力電流で少量の金属または溶接を除去するために設計されています。
-
延長切断およびガウジング消耗部品は、届きにくい場所や狭い作業スペースでのガウジング作業で、より簡単にアクセスできるようにします。
多くのプラズマ切断機には、トーチに伝送される圧力量を調整するガウジング専用の操作モードがあります。プラズマ切断システムにガウジング専用の操作モードがある場合は、システムをガウジングモードに設定して開始してください。
ワークピースのガウジング作業
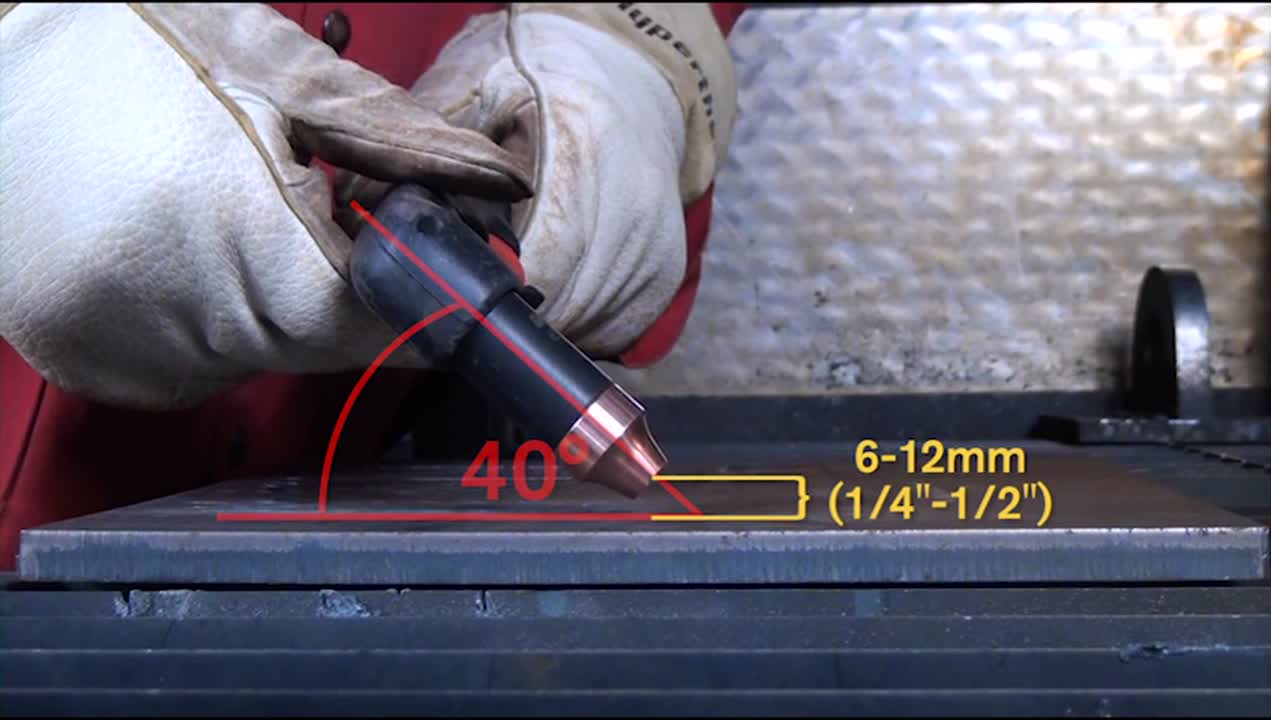
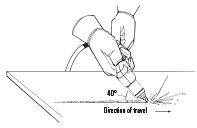
最も一般的なガウジングのテクニックは、パイロットアークが発生し、プレートに移る間、トーチをワークピースに対し 40 度傾斜させるポジショニングです。接触後、アークをガウジングする方向に向けるか、移動させます。
- プラズマ切断機のトーチを点火する前に、ノズルをワークピースから 1.5 mm (1/16 インチ) 離してトーチを保持します。
- トーチ先端とワークピース間にわずかな間隔を保ちながら、トーチをワークピース面に対し 40° 傾斜させて保持します。トリガーを引きパイロットアークを点火します。アークをワークピースに移動させます。
ガウジングを行うのに、トーチをワークピース面に対し約 40° 傾斜させたままにします。プラズマアークをガウジングしたい方向に押していきます。トーチの角度を変更すると、ガウジングの深さが変わります。トーチ先端と溶融金属の間隔を小さく保つことで、消耗部品寿命短縮やトーチの損傷を避けます。
トーチ角度、移動速度、アーク伸張性、電流調整を変えると、ガウジングの深さをコントロールできます。
ガウジングプロファイルの変更
ガウジングプロファイルとは、ワークピースから金属を取り除いた後に残る形状のことです。ニーズに合わせてガウジングプロファイルを変更するには、いくつかの方法があります。これらの手法を使用して、ガウジングに小さな調整や大きな変化を加えることができます。
-
トーチを動かす速度を変更することで、ガウジングプロファイルが変わります。トーチを動かす速度を上げると、ガウジングがより狭く浅くなります。トーチを動かす速度を下げると、ガウジングがより広く深くなります。
-
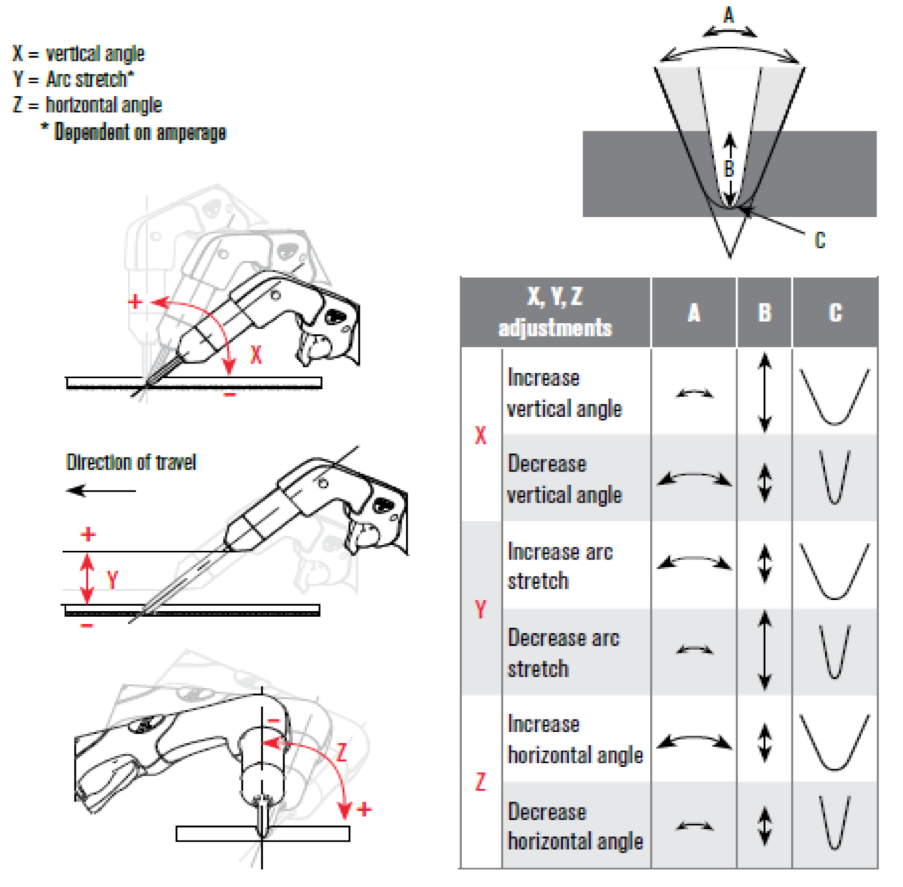
ワークピースに対するトーチの角度を変えると、ガウジングプロファイルの幅と深さが変わります。トーチを縦に立てるほどガウジングが狭く深くなります。トーチを下に傾けてトーチ角度を小さくすると (トーチ本体がワークピースに近づくため)、ガウジングがより広く浅くなります。
-
トーチとワークピースへのスタンドオフ距離を変更することで、異なるガウジングプロファイルを得ることもできます。トーチとワークピースの距離を増やすとガウジングがより広く浅くなり、底面が滑らかになります。トーチをワークピースに近づけるとガウジングが狭く深くなります。
-
電源装置の出力電流を調整すると、ガウジングプロファイルが変わります。アンペア数を下げるとガウジングがより狭く浅くなり、アンペア数を上げるとガウジングがより広く深くなります。
ガウジング断面パラメーターへの影響
特定のガウジングプロファイルを実現するための詳細については、お使いのシステムの取扱説明書を参照してください。ガウジングの結果を改善する方法に関するヒントについては、Hypertherm の広範なドキュメントライブラリとビデオライブラリをご覧ください。
Powermax プラズマ切断システムでガウジング性能を最大化する方法については、Hypertherm の製品専門家にお問い合わせください。