プラズマ切断の品質を高める基本的なヒント

次のリファレンスガイドは、切断品質を改善するのに役立ついくつかの解決策を提供します。考慮すべき多くの異なった要因があるため、記載されている提案に従って試してみることが重要です。
- マシンの種類 (例、XY テーブル、パンチプレス、ロボット)
- プラズマ切断システム (例、エアプラズマシステム、酸素プラズマ、高品位 - ハイディフィニションクラスプラズマ)
- 動作コントロール機器 (例、CNC マシンおよびトーチ高さコントロールの機能)
- プロセス変数 (例、切断速度、切断の高さ、消耗部品の選択)
- 外部変数 (例、材料変数、ガス純度、オペレーターの経験度)
切断の外観を高めるときは、これらのすべての要素を考慮することが重要です。
ステップ 1:プラズマのアークは適切な方向に切断を行っていますか。
切断直角度は常にトーチ前方移動方向に対して、右側に発生します。
- 切断方向を確認します。
- 必要であれば、切断方向を調節します。
プラズマアークは標準消耗部品を使用している場合、時計回りに回転します。
輪郭:
- トーチは時計回りに移動します。
- 切断の良好な側は、トーチが前進するので、トーチの右側となります。

内側形体 (穴):
- トーチは反時計回りに移動します。
- 切断の良好な側は、トーチが前進するので、トーチの右側となります。
内部に穴があるプレート

ステップ 2:切断される材料と厚さに適切な加工工程が選択されていましたか。
Hypertherm 取扱説明書の「操作」の章にある切断条件表を参照してください。

切断条件表の仕様に従っていることを確認します。
- 以下に対して適切な加工工程を選択します。
- 材料種類
- 板厚
- 望まれる切断品質
- 生産性目標
- 正しいプラズマとシールドガスを選択します。
- 以下に対して正しいパラメータを選択します。
- ガス圧力(または流量)
- トーチとワーク間の距離とアーク電圧
- 切断速度
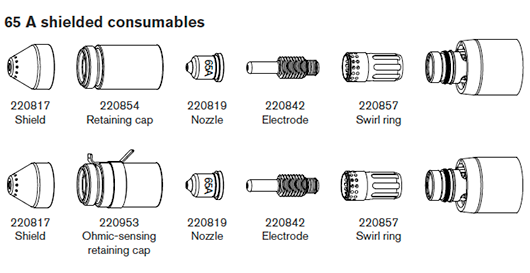
- 正しい消耗部品が使用されていることを確かめます (部品番号を確認します)。
注:一般に、低アンペアの加工工程を使用するほうが、より良好な直角度と表面の仕上げが得られます。ただし、切断速度が低下し、ドロスの量が増加します。
ステップ 3:消耗部品が磨耗していませんか。
- 消耗部品の摩耗を点検します。
- 摩耗した消耗部品を交換します。
- ノズルと電極は常に同時に交換してください。
- O リングに潤滑剤を塗り過ぎないよう注意します。
注:最高の切断性能を保証するために、純正の Hypertherm 消耗部品を使用してください。
ステップ 4:トーチはワークピースに対して直角になっていますか。
- ワークピースを水平にします。
- トーチ (正面と側面の両方) をワークピースに対して直角にします。

注:材料を点検して、曲りや歪みがないか調べます。極端なケースでは、修正できないことがあります。
ステップ 5:トーチとワーク間の距離は適切な高さに設定されていますか。
- トーチとワーク間の距離を正しい設定に調節します。
- アーク電圧コントロールを使用している場合は、電圧を調節します。
注:消耗部品が摩耗すると、トーチとワーク間の距離を維持するためにアーク電圧の設定を常に調節しなければならなくなります。
トーチとワーク間の距離は直角度に影響することがあります。
負の切断角度:トーチが低すぎる。トーチとワーク間の距離を長くする。
正の切断角度:トーチが高すぎる。トーチとワーク間の距離を短くする。
注:切断角度のわずかな違いは、その違いが許容値以内であれば正常です。
ステップ 6:切断速度の設定が速すぎる、あるいは遅すぎませんか。
- 必要に応じて切断速度を調節します。
注:切断速度もドロスの量に影響することがあります。
高速ドロス:切断速度が速すぎます (アークが後方に取り残される)。切断速度を下げてください。
低速ドロス:切断速度が低すぎます (アークが先行する)。切断速度を上げてください。
上部のスパッタ:切断速度が速すぎます。切断速度を下げてください。
注:速度に加え、材料の化学反応と表面の仕上げもドロスの量に影響します。ワークピースが加熱されると、継続する切断でより多くのドロスが発生します。
ステップ 7:ガス供給システムに問題はありませんか。
- ガス漏れや詰まりがあればそれを特定して修理します。
- 適切なサイズのレギュレーターとガス管を使用します。
- 純度の高い品質の良いガスを使用します。
- MAX200 などで手動パージが必要な場合は、パージサイクルが終了したことを確認してください。
- ガス販売代理店にご相談ください。
ステップ 8:トーチが振動していませんか。
- トーチが切断機のガントリーにしっかり接続されていることを確認します。
- 切断機のメンテナンスが必要かどうか、OEM メーカーにご相談ください。
ステップ 9:切断機の調整が必要ですか。
- 切断機が仕様の速度で切断していることを確認します。
- 切断機速度の調整が必要かどうか、OEM メーカーにご相談ください。





