Controllo di altezza torcia per taglio al plasma
Il controllo di altezza torcia (THC) è uno degli elementi più importanti dello strumento di taglio meccanizzato per sagomare. Ma è anche una delle apparecchiature della macchina da taglio con più probabilità di essere usata male, in maniera non funzionale o persino incompleta. In molte officine di fabbricazione è possibile osservare un operatore della torcia che manovra la torcia manualmente su e giù durante il taglio, Ha gli occhi puntati sulla torcia e il suo pollice su un interruttore con leva a scatto. È possibile che il controllo di altezza torcia (THC) non funzioni correttamente oppure che l’operatore non sia adeguatamente addestrato all’utilizzo dell’apparecchiatura. In ciascun caso l’officina non sta ottenendo il massimo dalle operazioni di taglio.
Esistono numerosi controlli di altezza torcia o “controlli di distanza torcia-lamiera” sul mercato. Ciascuno di questi controlli di altezza torcia (THC) ha numerose funzioni e caratteristiche. Ma tutti usano gli stessi elementi di base per controllare la posizione della torcia rispetto al materiale da tagliare. Questa distanza tra la punta della “torcia e il pezzo in lavorazione” o “distanziamento”, è cruciale sia per la qualità di taglio sia per la durata dei consumabili.
Elementi del controllo altezza torcia THC
- Posizionatore della torcia azionato a motore. Questo dispositivo muove la torcia su e giù rispondendo ai segnali dalla consolle di comando. Meccanismi con azionamento a vite, cremagliera e pignone, e con trasmissione a cinghia sono utilizzati per trasferire il movimento.
- Consolle di comando. Questo è il cervello del sistema. Riceve comandi di input dal controllo a distanza, invia comandi in uscita al posizionatore della torcia e controlla il segnale di posizionamento e i segnali di tensione.
- Interfaccia sistema plasma. Questo dispositivo in genere consiste in una scheda di partizione della tensione che è montata all’interno del generatore plasma. La scheda di partizione di tensione controlla la tensione del generatore durante il taglio. “Ripartisce” il segnale della tensione e invia un piccolo segnale di tensione alla consolle di comando.
- Controllo a distanza. Il controllo a distanza è l’interfaccia uomo macchina o HMI. È qui che l’operatore può impostare i due parametri di taglio critici: altezza di taglio iniziale e tensione d’arco. Può trovarsi all’interno del controllo numerico CNC o in un’unità remota.
È molto importante capire la differenza tra IHS (sensore altezza iniziale) e impostazione della tensione, le quali spesso vengono confuse.
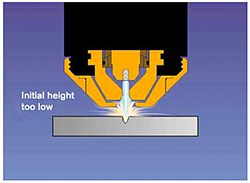
Il sensore altezza iniziale IHS è un parametro regolabile che stabilisce l’altezza in cui la torcia si accende e inizia a eseguire lo sfondamento della lamiera. Per impostare l’altezza iniziale (chiamata anche distanza di ritrazione) il controllo altezza torcia THC deve trovare prima la posizione sulla lamiera. Vengono usati una serie di schemi per rilevare la lamiera, dai semplici dispositivi meccanizzati, alla tecnologia di stallo motore, sensori di prossimità e circuiti elettrici che rilevano il contatto dell’ugello o dello schermo. A prescindere dal metodo utilizzato, la cosa più importante è che la torcia trovi la lamiera e che si ritragga con accuratezza all’altezza di sfondamento corretta, che si tratti di una lamiera sottile o spessa, di una lamiera arrugginita o pulita, fuori o dentro l’acqua.
 |
| Figura 1 |
Un’altezza di sfondamento corretta è essenziale. Se la torcia esegue lo sfondamento troppo in basso i consumabili potrebbero danneggiarsi. Questa è la causa principale di guasto prematuro dei componenti e della torcia. Se si tenta di eseguire uno sfondamento troppo alto, l’arco non si trasferisce causando una mancata accensione. Il ruolo del pollice è quello di sfondare al 150-200 per cento dell’altezza di taglio. Sfondamento in alto; taglio in basso.
Distanza tra torcia e lamiera
La distanza tra torcia e lamiera, o distanziamento, durante il processo di taglio si regola controllando e comandando la tensione d’arco. Si noti che la tensione d’arco è la stessa cosa della tensione di uscita del generatore. I generatori al plasma sono una fonte di corrente, generano una corrente di funzionamento molto stabile mentre la torcia sta tagliando. La tensione invece varia in base alla distanza tra il catodo (l’elettrodo sulla torcia) e l’anodo (il materiale che si sta tagliando). La tensione è direttamente proporzionale alla resistenza (la legge di Ohm afferma che V=I*R). La resistenza dell’arco è una funzione della distanza. Se la distanza tra torcia e lamiera aumenta, la resistenza sale; se la distanza tra torcia e lamiera diminuisce, la tensione scende.
Il controllo di altezza torcia impiega una tensione d’arco per mantenere una distanza uniforme dalla lamiera mentre la torcia sta tagliando. Questo consente al sistema di mantenere un’altezza della torcia adeguata a prescindere dalle variazioni del materiale o della planarità del banco da taglio. L’operatore imposta la tensione d’arco sul controllo a distanza in base alle tabelle di taglio presenti sul manuale operatore del sistema al plasma. Le impostazioni della tensione in genere sono tra 100 e 200 VCC.
Una volta che il controllo di altezza torcia ha completato il rilevamento dell'altezza iniziale e la torcia ha sfondato la lamiera, il moto della macchina da taglio viene abilitato e la torcia inizia a muoversi. Una volta che inizia il taglio, il controllo di altezza torcia (THC) inizia a campionare la tensione d’arco dal generatore e a confrontarla con la tensione finale impostata dall’operatore. Regola la torcia su o giù per mantenere la tensione finale.
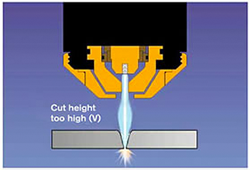
Ogni impostazione di tensione corrisponde a un’altezza specifica che ottimizza le caratteristiche dell’arco per un taglio pulito e rettilineo. L’altezza della torcia influisce in misura superiore sull’angolo inclinato del pezzo tagliato con il plasma. Una tensione troppo alta può comportare la rimozione di più materiale dalla parte superiore che non dalla parte inferiore della larghezza del taglio. Questo causa un arrotondamento eccessivo e un’inclinazione positiva sulla parte superiore (vedere fig. 2). Una tensione troppo bassa può comportare la rimozione di troppo materiale dalla parte inferiore della lamiera. Questo causa un intaglio o un’inclinazione negativa (vedere fig. 3).
 |
 |
| Figura 2 | Figura 3 |
I moderni controlli di altezza torcia hanno molte funzioni e capacità. Ma le due più importanti da capire sono il rilevamento dell'altezza iniziale e il controllo della tensione d’arco. Lo sfondamento all’altezza corretta può far risparmiare denaro sui componenti. Il taglio all’altezza giusta può garantire una buona qualità di taglio e ridurre costosi processi di rilavorazione. Se adeguatamente utilizzato, il controllo di altezza torcia si ripaga in tempi brevi.
3 consigli per il controllo di altezza torcia:

- Se il controllo di altezza torcia (THC) è rotto, deve essere aggiustato; se è vecchio, fare l’aggiornamento a uno nuovo.
- Se non si dispone di un controllo di altezza torcia (THC) sulla propria macchina fresatrice al plasma procurarsene uno.
- Se si sta per acquistare una macchina nuova, procurarsi il miglior controllo di altezza torcia (THC) che ci si può permettere. Per ottenere il massimo dal proprio investimento, provvedere alla formazione degli operatori per sfruttare tutte le funzionalità del controllo di altezza torcia (THC).
Un buon controllo di altezza torcia (THC) con un operatore ben addestrato ai comandi si pagherà da solo in poco tempo migliorando la vita utile dei consumabili, potenziando la qualità di taglio e riducendo i tempi passivi.
Prodotti correlati

Controllo di altezza torcia
Sensor® THC, compatibile con EDGE® Connect e altri CNC di Hypertherm, è un sistema di controllo di altezza torcia con funzioni complete che può aumentare notevolmente la produttività e la redditività delle operazioni di sagomatura. Adatto per applicazioni plasma convenzionali e ad alta definizione.