Suggerimenti di base per migliorare la qualità di taglio plasma

La seguente guida di riferimento offre molte soluzioni per migliorare la qualità di taglio. È importante provare e lavorare in base ai suggerimenti forniti – come spesso succede, esistono molti fattori diversi da tenere in considerazione.
- Tipo di macchina (per es. Banco di taglio X-Y, pressa punzonatrice, robot)
- Sistema di taglio plasma (per es. sistema plasma ad aria, plasma a ossigeno, plasma ad alta definizione)
- Dispositivi di controllo del movimento (per es. capacità della macchina CNC e controllo di altezza torcia)
- Variabili di processo (per es. velocità di taglio, altezza di taglio, scelta dei consumabili)
- Variabili esterne (per es. variabilità del materiale, purezza del gas, esperienza dell’operatore)
È importante considerare tutti questi fattori quando si cerca di migliorare l’aspetto di un taglio.
Passaggio 1: L’arco plasma sta tagliando nella direzione corretta?
Gli angoli di taglio più vicini alla verticale si ottengono sempre sul lato destro rispetto alla direzione di avanzamento della torcia.
- Controllare la direzione di taglio
- Modificare la direzione di taglio, se necessario.
L’arco plasma ruota normalmente in senso orario con i consumabili standard.
Contorno:
- La torcia si sposta in senso orario
- Il bordo migliore del taglio è quello a destra della torcia, rispetto al suo senso di avanzamento

Elemento interno (foro):
- La torcia si sposta in senso antiorario
- Il bordo migliore del taglio è quello a destra della torcia, rispetto al suo senso di avanzamento
Lamiera con foro interno

Passaggio 2: È stato selezionato il processo corretto per il materiale e lo spessore da tagliare?
Fare riferimento alle tabelle di taglio nella sezione Funzionamento del Manuale di istruzione Hypertherm.

Seguire le caratteristiche tecniche riportate nelle tabelle di taglio:
- Selezionare il processo appropriato per:
- Tipo di materiale
- Spessore del materiale
- Qualità di taglio desiderata
- Obiettivi di produttività
- Selezionare i gas plasma e di protezione corretti
- Selezionare i parametri corretti per:
- Pressioni (o portate) del gas
- Distanza tra torcia e lamiera e tensione dell’arco
- Velocità di taglio
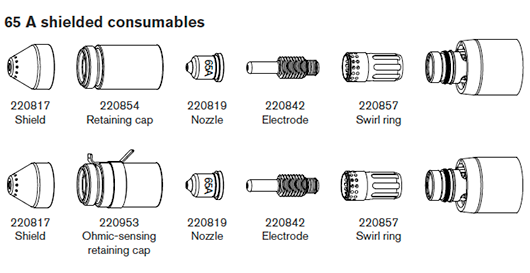
- Verificare che si stiano utilizzando i consumabili corretti (controllare i codici articolo)
Nota: In genere, i processi a tensione più bassa offrono un angolo di taglio e una finitura superficiale migliori; tuttavia, le velocità di taglio sono più basse e i livelli di bava maggiori.
Passaggio 3: I consumabili sono usurati?
- Ispezionare i consumabili per verificarne l’usura
- Sostituire i consumabili usurati
- Sostituire sempre contemporaneamente l’ugello e l’elettrodo
- Non lubrificare eccessivamente gli o-ring
Nota: usare consumabili originali Hypertherm per garantire le massime prestazioni di taglio.
Passaggio 4: La torcia è perpendicolare alla lamiera?
- Mettere in piano il pezzo in lavorazione
- Posizionare la torcia perpendicolarmente al pezzo in lavorazione (sia anteriormente sia sul lato della torcia)

Nota: controllare che il materiale non sia piegato o deformato; in casi estremi questo limite non può essere corretto.
Passo 5: La distanza tra torcia e lamiera è corretta?
- Regolare la distanza tra torcia e lamiera sul valore corretto
- Se si sta usando un controllo di tensione dell’arco, regolare la tensione
Nota: man mano che i consumabili si usurano, è necessario regolare continuamente le impostazioni di tensione dell’arco per mantenere la distanza corretta tra torcia e lamiera.
La distanza tra torcia e lamiera può influire sull’angolo di taglio
Angolo di taglio negativo: torcia troppo bassa; aumentare la distanza tra torcia e lamiera
Angolo di taglio positivo: torcia troppo alta; ridurre la distanza tra torcia e lamiera
Nota: una leggera variazione negli angoli di taglio può essere normale, se rientra nella tolleranza
Passo 6: La velocità di taglio è stata impostata a un valore troppo alto o troppo basso?
- Regolare la velocità di taglio in base alle esigenze
Nota: a velocità di taglio può anche influire sui livelli di bava.
Bava di alta velocità: Velocità di taglio troppo alta (l’arco rimane indietro); ridurre la velocità di taglio
Bava di bassa velocità: Velocità di taglio troppo bassa (l’arco spara in avanti); aumentare la velocità di taglio
Schizzi superiori: Velocità di taglio troppo alta; ridurre la velocità di taglio
Nota: oltre alla velocità, la composizione chimica e la finitura superficiale del materiale possono influenzare i livelli di bava; man mano che la lamiera si riscalda, sui tagli successivi potrebbe formarsi maggiore bava.
Passo 7: Ci sono problemi con il sistema di distribuzione del gas?
- Identificare e riparare tutte le perdite e i restringimenti
- Usare regolatori e linee del gas dimensionati correttamente
- Usare gas puro, di qualità elevata
- Se è necessario uno spurgo manuale, come sul MAX200, verificare il completamento del ciclo di spurgo
- Consultare il distributore del gas
Passo 8: La torcia vibra?
- Verificare che la torcia sia ben fissata al portale del banco di taglio
- Consultare l’OEM: potrebbe essere necessario effettuare una manutenzione sul banco di taglio
Passo 9: Il banco di taglio deve essere registrato?
- Controllare e accertarsi che il banco stia tagliando alla velocità specificata
- Consultare l’OEM; potrebbe essere necessario regolare la velocità del banco di taglio





