
Il existe deux arguments de vente essentiels pour l’oxygaz : l’équipement est peu coûteux et vous pouvez rapidement être opérationnel. Cependant, le processus est plutôt lent et ne convient que pour la coupe d’acier au carbone; l’oxygaz n’est pas efficace sur d’autres types de métaux, tels que l’acier inoxydable ou l’aluminium. De plus, la pièce à couper en acier au carbone doit être préchauffée avant la coupe, ce qui réduit encore plus la productivité. Des problèmes concernant la sécurité se posent à cause de l’utilisation d’acétylène, très inflammable et instable, le gaz combustible le plus couramment utilisé avec ce processus.
L’oxygaz est un bon choix pour ceux qui ne coupent que de l’acier au carbone épais (plus de 51 mm ou 2 po). De plus, l’oxygaz peut représenter une option économique si vous n’avez pas beaucoup de pièces à couper et que la productivité et la rentabilité par pièce ne sont pas vos premières préoccupations. Le processus nécessite un peu plus de formation et d’expertise de la part de l’opérateur comparativement au système plasma d’Hypertherm avec capacité de coupe à la traîne (systèmes manuels uniquement). Toutefois, un opérateur compétent peut obtenir une bonne qualité de coupe avec de l’oxygaz.
Dans les ateliers à forte productivité, on utilise souvent l’oxygaz sur des machines de coupe automatisées pour couper des pièces relativement petites en de multiples exemplaires, et souvent à l’aide de plusieurs torches sur le même portique de découpe. Lorsque de nombreuses torches sont utilisées, le processus permet une forte productivité sur des matériaux plus épais, habituellement de 5/8 po et plus.
Une fois que les pièces ont été coupées à l’oxygaz, elles sont fortement oxydées et nécessitent beaucoup de nettoyage (chronophage), dont souvent un meulage important pour éliminer les scories.
Logiciel de gravure à l’oxygaz
Dans les travaux de coupe mécanique, le logiciel de gravure à l’oxygaz est utilisé pour la programmation de la machine de coupe. Dans certains cas, le logiciel de la CNC peut être utilisé pour programmer des pièces individuelles ou de petites séries, mais la plupart des fabricants comptent plutôt sur un logiciel communément appelé logiciel d’imbrication CAO/FAO qui offre de bien meilleures caractéristiques et fonctionnalités.
Certains types de logiciels d’imbrication CAO/FAO pour coupe à l’oxygaz peuvent contrôler et établir automatiquement presque tous les aspects de l’opération de coupage oxygaz. Par exemple, le logiciel ProNest® d’Hypertherm prend en charge des paramètres tels le préchauffage, les vitesses et hauteurs de coupe, les styles de trajectoire (verrouillée, amorçage de l’arête), les angles de trajectoires, les extensions et les déplacements. Toutes ces tâches sont effectuées pour simplifier le travail de l’opérateur et augmenter la productivité.
Le logiciel de gravure à l’oxygaz offre généralement d’autres fonctionnalités, dont :
- Coupe en pont
- Coupe chanfreinée
- Coupe à têtes multiples
- Cisaillage des plaques
- Découpe du squelette
- Autres variables définies par l’utilisateur
Utilisations et applications principales :
- Couper de l’acier pour la fabrication ou le démantèlement
- Chauffer des pièces pour le pliage, le redressement, le traitement thermique ou autres raisons
- Desserrer des pièces et des boulons coincés et rouillés pendant les retouches/réparations; au contraire du plasma, l’oxygaz peut desserrer des écrous rouillés d’un boulon sans l’endommager.
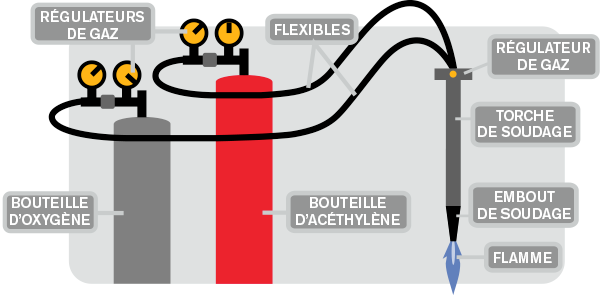
Fonctionnement de l’oxygaz
La coupe à l’oxygaz utilise du gaz combustible pour préchauffer l’acier à sa température d’inflammation (1 800 °F), puis active le jet d’oxygène pur qui utilise une réaction exothermique pour oxyder rapidement l’acier.
Vous hésitez quant au processus ou à la méthode à utiliser?
Vous trouverez des informations pratiques ici :