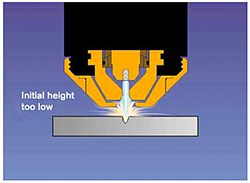
Une fois programmé, le THC touche délicatement la surface du matériau et se rétracte à la hauteur de perçage appropriée. Après avoir commencé le perçage, le THC indique à la torche d’attendre une seconde ou deux pour un perçage complet, puis il s’abaisse à la hauteur de coupe, ce qui est l’élément clé pour la qualité de coupe. Si la torche est trop basse, vous risquez la collision avec la plaque; si elle est trop haute, vous obtiendrez une saignée trop large, et également une angularité prononcée de l’arête, des scories et une déformation. Une fois les mouvements X et Y arrivés à leur vitesse (une fois que le temporisateur du réglage de la hauteur s’est écoulé), le régulateur du retour de la tension de l’arc prend la relève pour maintenir la distance torche-pièce appropriée.
De nombreux consommables commencent avec une déviation de < 0,25 mm de la hauteur de coupe appropriée sans intervention de l’opérateur (130 A) 12 mm (1/2 po) acier doux.

Avec les THC traditionnels, l’opérateur doit périodiquement ajuster l’ensemble de la tension de l’arc pour assurer une hauteur de coupe appropriée. Pour une productivité et rentabilité augmentées, essayez de trouver un système THC intelligent qui ajuste automatiquement l’usure de l’électrode. Certains systèmes THC proposent un échantillonnage de la tension de l’arc pour suivre l’usure progressive du consommable. En surveillant la tension de l’arc en permanence après chaque perçage, la valeur de l’ensemble de la tension de l’arc peut être automatiquement ajustée pour maintenir constamment à la hauteur de coupe appropriée pendant la durée de vie des consommables, sans autre intervention de l’opérateur. Le résultat permet d’obtenir une qualité de coupe optimisée et une économie maximum, en temps et en argent, de la durée de vie des consommables.