Plasma classique débit unique
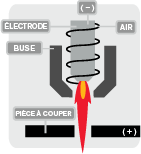
Ce processus utilise normalement un gaz unique (généralement air ou azote) qui produit et refroidit le plasma.
Plasma à double débit (non protégé)
Ce processus utilise deux gaz; un pour le plasma et l’autre en tant que gaz de protection. Dans les petits systèmes (inférieurs à 125 A), l’air comprimé est souvent utilisé à la fois comme gaz plasma et gaz de protection. Les systèmes non protégés à double débit possèdent une buse exposée et ne doivent pas être utilisés pour la coupe à la traîne.
Plasma à double débit (protégé)
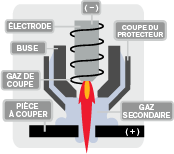
Ce processus utilise deux gaz; un gaz plasma et un gaz de protection. Dans les systèmes inférieurs à 125 A, l’air est souvent utilisé à la fois comme gaz plasma et gaz de protection. L’avantage de la technologie du protecteur est qu’il isole électriquement la buse du contact avec les métaux fondus provenant du perçage, et qu’il permet la coupe à la traîne dans les applications manuelles. D’autres avancées (technologie Conical Flow) ont amélioré le rendement de la coupe et la durée de vie de la buse sur certains systèmes.
Plasma de catégorie haute définition
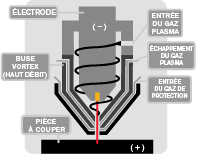 Dans ce processus, une conception spéciale de la buse rétrécit l’arc et améliore la densité énergétique. Avec cette énergie plus élevée de l’arc, le plasma haute définition permet une qualité de coupe supérieure sur les matériaux allant jusqu’à 50 mm (2 po) d’épaisseur avec une meilleure angularité des arêtes de la coupe, une saignée plus étroite et des vitesses de coupe plus élevées que la technologie de coupage plasma classique. Avec ces systèmes, il n’est pas rare que les précisions de coupe de pièce soit dans une plage de +/- 0,25 mm (0,010 po).
Dans ce processus, une conception spéciale de la buse rétrécit l’arc et améliore la densité énergétique. Avec cette énergie plus élevée de l’arc, le plasma haute définition permet une qualité de coupe supérieure sur les matériaux allant jusqu’à 50 mm (2 po) d’épaisseur avec une meilleure angularité des arêtes de la coupe, une saignée plus étroite et des vitesses de coupe plus élevées que la technologie de coupage plasma classique. Avec ces systèmes, il n’est pas rare que les précisions de coupe de pièce soit dans une plage de +/- 0,25 mm (0,010 po).
Les systèmes haute définition actuels permettent de très hauts niveaux d’automatisation et sont prévus uniquement pour des applications automatisées. Dans les systèmes les plus avancés, presque toute l’expertise de l’opérateur de la machine (nécessaire pour atteindre une bonne qualité de coupe sur les systèmes plasma plus anciens) est capturée dans le logiciel CAO qui gère les opérations de coupe quotidiennes.
Avec le plasma haute définition, les trous coupés sont ronds et sans biseau. Les arêtes sont droites et sans scories. Les cycles entre deux coupes permettent des niveaux élevés de productivité. Un seul système plasma peut couper des épaisseurs de matériaux de calibre fin et jusqu’à 182 mm (6 po) avec la même torche. La torche est capable de couper et de marquer la plaque avec le même orifice de buse.
Catégorie de plasma X-Definition
La technologie de coupage plasma la plus récente et la plus avancée de l’industrie, le plasma X-Definition®, établit une nouvelle norme en matière de qualité et d’homogénéité de coupe sur l’acier doux. Elle permet également d’appliquer ce procédé novateur haute définition d’Hypertherm à une vaste gamme d’utilisations pour les métaux non ferreux.
Lorsqu’il est installé sur une machine de coupe automatisée de haute qualité, le plasma X-Definition peut réaliser des angles de bord d’une précision qui rivalise avec celle du laser. Il est possible d’atteindre une qualité de plage 2 selon la norme ISO 9013 sur les matériaux minces et de plage 3 sur les matériaux épais, avec une plus grande régularité.
X-Definition est plus qu’une simple innovation de conception. Elle fait appel à un certain nombre de nouvelles technologies de coupe améliorées, y compris :
- Technologie HyFlow vortex ou buse à évent : Une conception unique de buse à évent en deux parties qui aligne et concentre l’arc plasma, améliorant la stabilité de l’arc et la densité de l’énergie afin de fournir une qualité des bords plus propre, précise et constante, sur tous les types d’acier, y compris l’acier inoxydable et l’aluminium.
- Vented Water Injection™ (VWI) : Procédé en instance de brevet fournissant un gaz plasma N2 rejeté et un gaz de protection H2O permettant moins d’angularité et des arêtes de coupe plus droites sur l’acier inoxydable et particulièrement sur l’aluminium
- Vent-to-shield : Technologie par laquelle l’hydrogène récupéré du gaz plasma rejeté est mélangé avec le gaz de protection afin de réduire l’angularité et de fournir une couleur d’arête plus constante sur l’acier inoxydable d’une épaisseur allant jusqu’à 12 mm.
- Amortissement du plasma : Technologie en instance de brevet qui, par l’ajout d’une chambre dans la buse, absorbe les fluctuations de pression et de débit pouvant déstabiliser l’arc pendant la coupe à courant faible utilisant des arcs très serrés pour les applications sur l’acier inoxydable mince. Cela élimine les surfaces de coupe ondulées et irrégulières.
- Cool nozzle™ : Caractéristique en attente de brevet pour le procédé à l’oxygène à 300 A fournissant un refroidissement par liquide envoyé directement dans le trou de la buse, ce qui augmente la qualité de coupe pendant la durée de vie des consommables de plus de 40 %.
- Advanced arc stability : Technologie qui modifie l’empiètement du gaz de protection afin d’améliorer la stabilité de l’arc à sa sortie d’un trou de perçage ou d’un angle aigu, offrant des longueurs de trajectoires d’entrée réduites et améliorant la qualité de coupe.