Dispositif de réglage en hauteur de la torche pour le coupage plasma
Le dispositif de réglage automatique en hauteur de la torche (THC) est un des éléments les plus importants de l’outil de coupe mécanisé. Mais il est souvent la pièce d’équipement de la machine de coupe mal utilisée, ne fonctionnant pas, voire manquante. Dans de nombreux ateliers de fabrication, vous verrez les opérateurs diriger manuellement la torche vers le haut ou vers le bas lors de la coupe, les yeux sur la torche et le pouce sur un interrupteur à levier. Soit le THC ne fonctionne pas correctement, soit l’opérateur n’a pas été formé sur son utilisation. Dans les deux cas l’atelier ne tire pas profit de ses opérations de coupe.
Il existe de nombreux dispositifs de réglage en hauteur de la torche, ou contrôles de la distance torche-pièce, sur le marché. Chacun de ces THC automatiques possède différentes fonctions et caractéristiques. Mais tous utilisent les mêmes éléments de base afin de commander la position de la torche par rapport au matériau à couper. Cette distance « torche-pièce » est essentielle à la qualité de coupe et à la durée de vie des pièces.
Éléments du THC
- Positionneur de torche à moteur. Ce dispositif monte ou descend la torche en réponse aux signaux de la console de commande. Des mécanismes à vis, support, pignon ou à courroie sont utilisés afin de traduire le mouvement.
- Console de commande. C’est le cerveau du système. Elle reçoit les commandes d’entrée de la console à distance, envoie les commandes de sortie au positionneur de la torche et suit la rétroaction de la position et les signaux de tension.
- Interface du système plasma. Ce dispositif est généralement composé d’une carte de diviseur de tension montée à l’intérieur de la source de courant plasma. La carte du diviseur de tension surveille la tension de la source de courant durant la coupe. Elle « divise » le signal de tension et envoie un signal de tension plus faible à la console de commande.
- Commande à distance. La commande à distance est l’IMH, ou interface homme-machine. C’est là que l’opérateur définit les deux paramètres essentiels à la coupe : la hauteur initiale et la tension de l’arc. Elle peut être située à l’intérieur de la commande CNC ou dans un boîtier séparé.
Il est très important de comprendre la différence entre le détecteur de hauteur de torche initiale (IHS) et le réglage de tension.
L’IHS est un paramètre réglable qui détermine la hauteur à laquelle la torche sera amorcée et commencera le perçage de la plaque. Afin de pouvoir définir la hauteur initiale (aussi appelée distance de retrait), le THC doit tout d’abord trouver la position de la plaque. Différents dispositifs sont utilisés pour détecter la plaque, de simples appareils mécaniques aux technologies motorisées, détecteurs de proximité et circuits électriques qui détectent le contact de la buse ou du protecteur. Peu importe la méthode utilisée, la chose la plus importante est que la torche trouve la plaque et se retire précisément à la hauteur de perçage correcte, que ce soit pour une plaque fine ou épaisse, rouillée ou propre, sous l’eau ou non.
|
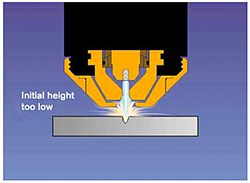
| Figure 1 |
Une bonne hauteur de perçage est essentielle. Si la torche perce trop bas, les pièces consommables seront endommagées. C’est la première cause de défaillance prématurée des pièces et des torches (voir la figure 1). Si la hauteur de perçage est trop élevée, l’arc ne transfèrera pas, causant un raté d’allumage. La règle de base est de percer à 150 ou 200 % de la hauteur de coupe. Perçage haut et coupe basse.
Distance torche-pièce
La distance entre la torche et la pièce durant le procédé de coupe est réglée par la surveillance et le suivi de la tension de l’arc. Remarquez que la tension de l’arc et la tension de sortie de la source de courant sont les mêmes. Les sources de courant plasma génèrent un courant de service très stable lorsque la torche coupe. D’autre part la tension varie en fonction de la distance entre la cathode (l’électrode de la torche) et l’anode (le matériau à couper). La tension est directement proportionnelle à la résistance (la loi d’Ohm établit que U=I*R). La résistance de l’arc est fonction de la distance. Lorsque la distance torche-pièce augmente, la tension monte. Lorsque la distance torche-pièce diminue, la tension baisse.
Le dispositif de réglage en hauteur de la torche utilise la tension de l’arc afin de maintenir une distance constante avec la plaque lors de la coupe. Cela permet au système de maintenir une hauteur de torche correcte peu importe les variations du matériau ou la planéité du lit de coupe. L’opérateur définit la tension de l’arc sur la commande à distance en fonction des tableaux de coupe du manuel de l’opérateur du système plasma. Ce réglage de la tension se situe généralement entre 100 et 200 V c.c.
Une fois que le dispositif de réglage en hauteur de la torche a terminé la détection de hauteur initiale et que la torche a percé la plaque, le mouvement de la machine de coupe est activé et la torche commence à se déplacer. Une fois que la coupe commence, le THC commence à échantillonner la tension de l’arc à partir de la source de courant et la compare à la tension cible définie par l’opérateur. Il règle la torche vers le haut ou vers le bas afin de maintenir la tension cible.
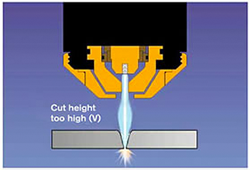
Chaque réglage de tension correspond à une hauteur particulière qui optimise les caractéristiques de l’arc pour une coupe propre et droite. La hauteur de la torche a une très forte influence sur l’angle de chanfrein de la pièce à couper. Si la tension est réglée trop haute, la quantité de matériau retiré de la partie supérieure de la saignée sera plus importante que celle de la partie inférieure. Cela provoque un arrondi excessif de la partie supérieure et un chanfrein positif (voir la figure 2). Si la tension est réglée trop basse, la quantité de matériau retiré de la partie inférieure de la plaque sera trop importante. Cela provoque un amoindrissement ou un chanfrein négatif (voir la figure 3).
 |
 |
| Figure 2 | Figure 3 |
Les dispositifs de réglage en hauteur de la torche actuels possèdent de nombreuses caractéristiques et capacités. Les deux fonctionnalités les plus importantes sont la détection de hauteur initiale et le contrôle de la tension de l’arc. Le fait de percer à la bonne hauteur vous fera économiser de l’argent sur les pièces. Le fait de couper à la bonne hauteur vous assurera une bonne qualité de coupe et minimisera les coûteuses opérations secondaires. Lorsqu’il est correctement utilisé, un dispositif de réglage en hauteur de la torche est rapidement rentabilisé.
Trois recommandations relatives aux dispositifs de réglage en hauteur de la torche :

- Si votre THC est cassé, faites-le réparer. S’il est ancien, passez à un nouveau.
- Si vous ne possédez pas de THC sur votre machine de coupe, achetez-en un.
- Et si vous achetez une nouvelle machine, essayez d’acquérir le meilleur THC que vous pouvez vous permettre. Afin de tirer le maximum de votre investissement, formez vos opérateurs sur l’utilisation de toutes les fonctions du THC.
Un bon THC avec un opérateur bien formé aux commandes sera rentable en termes d’amélioration de la durée de vie des pièces, de la qualité de coupe et de diminution des temps d’immobilisation.
Produits connexes

Dispositif de réglage en hauteur de la torche
Compatible avec EDGE® Connect et d’autres CNC, Sensor® THC est un système de réglage de la hauteur de la torche complet qui peut accroître de façon significative la productivité et la rentabilité de vos activités de coupe de gabarits. Convient aux applications plasma haute définition et classiques.