Le plasma est-il une solution de rechange viable au laser?

 Depuis une vingtaine d’années, l’invention de la coupe haute définition, les avancées constantes en matière de technologie de torche et de consommables ainsi que l’arrivée de la technologie XD en 2008 par Hypertherm ont grandement amélioré les capacités de coupe des systèmes plasma. Et maintenant la nouvelle gamme de coupe plasma X-Definition™ est encore meilleure pour les utilisations de haute précision.
Depuis une vingtaine d’années, l’invention de la coupe haute définition, les avancées constantes en matière de technologie de torche et de consommables ainsi que l’arrivée de la technologie XD en 2008 par Hypertherm ont grandement amélioré les capacités de coupe des systèmes plasma. Et maintenant la nouvelle gamme de coupe plasma X-Definition™ est encore meilleure pour les utilisations de haute précision.
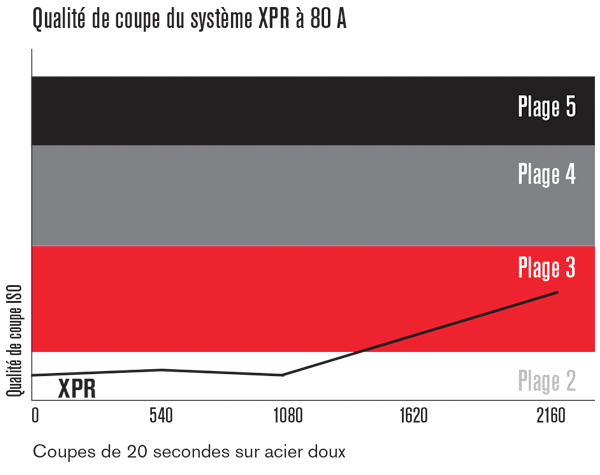
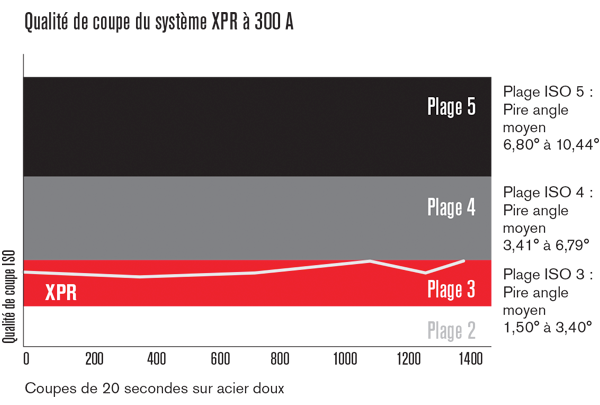
Lorsque le nouveau système plasma XPR300™ d’Hypertherm, doté de la technologie X-Definition, est installé sur une machine de coupe performante équipée de voies linéaires et de supports elliptiques, il peut produire une qualité de coupe de qualité ISO 9013, plages 2 et 3, ainsi que les tolérances ISO 9013 de classes 1 et 2. De plus, le système plasma XPR300 produit habituellement un bord d’arête plus lisse que le laser à fibre sur les matériaux plus épais, de même qu’une qualité d’arête très uniforme pendant toute la durée de vie des consommables.
Quant au laser, il est reconnu pour ses capacités à produire des découpes fines et des petits trous grâce à sa saignée étroite d’environ 0,2 à 0,4 mm (0.008 po – 0.015 po) sur l’acier doux avec oxygène et même plus étroite encore sur de l’acier doux de 25 mm (1 po) d’épaisseur ou moins coupé à l’azote. Le laser à fibre génère également une excellente angularité de coupe et il peut effectuer des coupes à tolérance très stricte d’environ 0,2 mm (0.007 po). En comparaison, les saignées plasma ont une épaisseur allant de 1,5 mm (0.05 po) sur le métal très mince jusqu’à environ 5 mm (0.225 po) sur les matériaux de 25 mm (1 po) d’épaisseur à 300 ampères. Ces caractéristiques font du système laser le choix idéal lorsque des découpes délicates ou de petits trous (dont le ratio épaisseur: diamètre est inférieur à 1:1) sont requis.
Toutefois, si la qualité des coupes de périmètre est importante et si une tolérance d’environ 0.020 po est acceptable, la vitesse de coupe plus élevée du plasma, surtout pour la coupe de matériaux de plus de 10 mm (3/8 po) d’épaisseur, ferait du plasma la solution idéale. Par exemple, à cette épaisseur un procédé plasma X-Definition de 170 A produirait des coupes de grande qualité deux fois plus rapidement qu’un laser à fibre de 4 kW avec de l’oxygène.
L’arrivée de la technologie X-Definition représente également de grandes percées dans la coupe de matériaux non ferreux. La combinaison des technologies de buse à évents, d’amortissement du plasma et de vent-to-shield permet de produire des arêtes parfaitement à l’équerre et sans scories sur l’acier inoxydable d’une épaisseur allant jusqu’à 12 mm. Une qualité de coupe exceptionnelle est également obtenue avec de l’acier inoxydable plus épais en utilisant un mélange de gaz plasma N2-Ar-H2. De plus, le nouveau procédé Vented Water Injection (VWI) produit des coupes exceptionnellement lisses, sans scories et à l’équerre sur l’aluminium de 6 mm à plus de 25 mm d’épaisseur. Bien sûr, le laser à fibre demeure le procédé optimal pour les coupes de précision sur l’acier inoxydable mince, mais, pour les matériaux plus épais, surtout pour ceux de plus de 6 mm, le plasma X-Definition représente une solution de rechange viable et à moindre coût.
De plus, le procédé True Hole® pour l’acier doux, mis au point en 2008 par Hypertherm et encore amélioré avec le lancement du système XPR300, permet de facilement créer des trous de qualité boulon au ratio diamètre: épaisseur aussi petit que 1:1.
La coupe chanfreinée est une autre application pour laquelle le plasma a l’avantage. En effet, depuis l’arrivée de la technologie True Bevel™, il est maintenant plus facile d’effectuer les coupes chanfreinées directement sur la machine de coupe, et ce, à un coût raisonnable, éliminant ainsi les opérations secondaires. En outre, comme la création de coupes chanfreinées entraîne une augmentation de l’épaisseur réelle de la plaque à couper, la rapidité du plasma représente un avantage indéniable.
Par ailleurs, les procédés plasma sont beaucoup plus tolérants envers ce qu’on appelle l’acier « sale », c’est-à-dire l’oxydation et les autres imperfections des plaques à couper. Cela n’interfère pas du tout avec l’arc plasma. Cela n’est cependant pas le cas pour le laser à fibre. Finalement, bien que le plasma nécessite des équipements de protection personnelle contre le bruit et les éblouissements, les systèmes laser nécessitent quant à eux la construction d’une enceinte de protection contre le faisceau laser englobant le système en entier.
owever, with fiber laser. Lastly, while plasma does require personal safety devices for noise and glare protection, fiber laser systems require the construction of a safety enclosure around the entire system to protect from the potential harm of the fiber laser beam.
Produits connexes

Système de coupage plasma XPR170
Le système de coupage plasma mécanisé XPR170® vous permet d’utiliser des procédés X-Definition® de nouvelle génération sur des matériaux allant de très fins à moyennement épais.

Système plasma XPR300
Une coupe plus rapide utilisant moins de consommables grâce au système de coupage plasma mécanisé XPR300®. Avec sa qualité de coupe X-Definition® incomparable sur l’acier doux, l’acier inoxydable et l’aluminium, le système XPR300 améliore la vitesse de coupe et la productivité et diminue les coûts de fonctionnement.

Système de coupage plasma XPR460
Faisant partie de la gamme de systèmes XPR® d’Hypertherm, le système XPR460 offre la qualité de coupe la plus constante, la capacité de coupe la plus épaisse et les vitesses de coupe les plus élevées de sa catégorie, ce qui augmente la productivité et réduit les coûts de fonctionnement.