Consejos básicos para mejorar la calidad de corte por plasma

En la siguiente guía de referencia se ofrecen varias soluciones para mejorar la calidad de corte. Es importante intentar llevar a cabo estas sugerencias porque, a menudo, hay muchos factores diferentes que se deben tener en cuenta, como:
- Tipo de máquina (p.ej. mesa X-Y, punzonadora, robot);
- Sistema de corte por plasma (p.ej. sistema de plasma aire, plasma oxígeno, plasma de alta definición)
- Dispositivo de control de avance (p.ej. capacidad del CNC y control de altura de la antorcha)
- Variables de proceso (p.ej. velocidad de corte, altura de corte, opción de consumibles)
- Variables externas (p.ej. variabilidad del material, pureza del gas, experiencia del operador)
Es importante tener en cuenta todos estos factores al tratar de mejorar la apariencia de un corte.
Paso 1: ¿el arco de plasma corta en el sentido correcto?
Los ángulos de corte más rectos estarán siempre a la derecha con respecto al avance de la antorcha
- Verifique la dirección de corte
- Ajuste la dirección de corte, si es necesario
El arco de plasma normalmente gira en sentido horario con consumibles estándar.
Contorno:
- La antorcha se mueve en sentido horario
- El lado bueno del corte queda a la derecha de la antorcha a medida que avanza

Característica interna (orificio):
- La antorcha se mueve en sentido anti horario
- El lado bueno del corte queda a la derecha de la antorcha a medida que avanza
Lámina con orificio interno

Paso 2: ¿se seleccionó el proceso correcto para el tipo y espesor del material a cortar?
Consulte las tablas de corte de la sección Operación del Manual de instrucciones Hypertherm.

Asegúrese de seguir las especificaciones de las tablas de corte:
- Seleccione el proceso adecuado según:
- tipo de material
- espesor de material
- calidad de corte deseada
- objetivos de productividad
- Seleccione el gas de protección y plasma correctos
- Seleccione los parámetros debidos de:
- las presiones de gas (o rango de flujo)
- la distancia antorcha-trabajo y el voltaje de arco
- Velocidad de corte
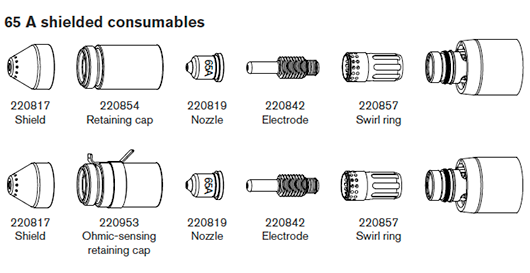
- Asegúrese de que se usen los consumibles apropiados (verifique los números de pieza)
Nota: Por lo general, los procesos con menores amperajes ofrecen mejor angulosidad y acabado de superficie; sin embargo, las velocidades de corte son menores y los niveles de escoria mayores.
Paso 3: ¿los consumibles están desgastados?
- Inspeccione el desgaste de los consumibles
- Reemplace los consumibles desgastados
- Siempre cambie la boquilla y el electrodo al mismo tiempo
- Evite aplicar cantidades excesivas de lubricante en las juntas tóricas
Nota: use consumibles originales de Hypertherm para garantizar el máximo rendimiento de corte.
Paso 4: ¿la antorcha está en ángulo recto con la pieza a cortar?
- Nivel la pieza a cortar
- Coloque la antorcha en ángulo recto con la pieza a cortar (tanto la parte frontal como la parte lateral de la antorcha)

Nota: revise que el material no esté doblado ni deformado; en casos extremos, esta limitación no puede corregirse.
Paso 5: ¿la distancia antorcha-pieza se ajustó a la altura adecuada?
- Ajuste la distancia antorcha-trabajo correctamente
- Si usa el control de voltaje de arco, ajuste el voltaje.
Nota: a medida que se desgastan las piezas consumibles, los valores de voltaje del arco necesitan ajuste continuo para mantener la distancia antorcha-pieza.
La distancia antorcha-pieza puede afectar la angulosidad
Ángulo de corte negativo: la antorcha está demasiado baja; aumente la distancia antorcha-pieza
Ángulo de corte positivo: la antorcha está demasiado alta; reduzca la distancia antorcha-pieza
Nota: una ligera variación de los ángulos de corte puede ser normal, siempre y cuando esté dentro de la tolerancia.
Paso 6: ¿la velocidad de corte es demasiado alta o baja?
- Ajuste la velocidad de corte, según sea necesario
Nota: la velocidad de corte también puede afectar los niveles de escoria.
Escoria de alta velocidad: La velocidad de corte es demasiado alta (el arco se retrasa); reduzca la velocidad de corte
Escoria de baja velocidad: La velocidad de corte es demasiado baja (el arco se adelanta); aumente la velocidad de corte
Salpicaduras encima: La velocidad de corte es demasiado alta; reduzca la velocidad de corte
Nota: además de la velocidad, la composición química del material y el acabado de la superficie pueden determinar los niveles de formación de escoria. Cuando la pieza a cortar se calienta, puede formarse más escoria en los cortes subsiguientes.
Paso 7: ¿el sistema de suministro de gas tiene problemas?
- Identifique y repare las fugas u obstrucciones
- Use reguladores y tubos de gas del tamaño adecuado.
- Use gas puro de alta calidad.
- Si se necesita una purga manual, como en el caso del MAX200, confirme que el ciclo de purga termine.
- Consulte al distribuidor de gas.
Paso 8: ¿la antorcha vibra?
- Compruebe que la antorcha esté sujeta al pórtico de la mesa
- Consulte al fabricante de equipos originales (OEM), ya que la mesa puede necesitar mantenimiento.
Paso 9: ¿la mesa necesita ajuste?
- Verifique y asegúrese de que la mesa corte a la velocidad especificada
- Consulte al OEM, ya que la velocidad de la mesa puede requerir calibración.





