
Es gib zwei wichtige Verkaufsargumente, die für das autogene Brennschneiden sprechen: die Ausrüstung ist günstig, und Sie können alles relativ schnell einrichten und mit dem Schneiden loslegen. Das Verfahren an sich ist jedoch vergleichsweise langsam und eignet sich nur fürs Schneiden von unlegiertem Stahl; autogenes Brennschneiden ist keine effektive Methode, wenn es um andere Metallarten wie legierten Stahl oder Aluminium geht. Zudem muss das Werkstück aus unlegiertem Stahl vor dem Schneiden vorgeheizt werden, was die Produktivität zusätzlich beeinträchtigt. Es ist zudem im Hinblick auf die Sicherheit problematisch, da häufig das hochentzündliche und unstabile Acetylen als Brenngas eingesetzt wird.
Das autogene Brennschneiden ist eine gute Option für Betriebe, die vor allem unlegierten Stahl hoher Stärken (ab 51 mm) schneiden. Außerdem kann das autogene Brennschneiden eine günstige Alternative sein, wenn Sie nicht besonders viele Teile schneiden und der Produktivitätsaspekt oder die Rentabilität des Verfahrens pro Stück für Sie daher nicht relevant sind. Das Verfahren erfordert gegenüber einer Plasmaanlage von Hypertherm zum Oberflächenkontaktschneiden (nur manuelle Schneidgeräte) etwas mehr Schulungsaufwand und Fertigkeit des Bedieners. Ein kompetenter Bediener kann mithilfe des autogenen Brennschneidens jedoch eine sehr gute Schnittqualität erzielen.
Produktionsintensive Betriebe setzen das autogene Brennschneiden häufig bei automatisierten Schneidanlagen ein, um relativ kleine Teile parallel zu schneiden, wobei häufig mehrere Brenner an der gleichen Portal-Schneidmaschine eingesetzt werden. Wenn mehrere Brenner eingesetzt werden, bietet das Verfahren eine hohe Produktivität bei Materialien höherer Stärken, d. h. ab 5/8 Zoll oder mehr.
Nach dem Schneiden von Teilen mit autogenem Schneiden sind die Teile stark oxidiert und erfordern umfassende (zeitaufwändige) Nachbesserungen, die häufig starkes Schleifen zum Entfernen von Bart umfassen.
Autogen Brennersoftware
Bei mechanisierten Schneidanwendungen wird die Schneidemaschine mit einer Autogen Brennsoftware programmiert. In einigen Fällen kann die CNC-Software zum Programmieren von Einzelteilen oder Kleinserien verwendet werden. Die meisten Verarbeiter und Hersteller setzen jedoch auf Software, die üblicherweise als CAD/CAM-Verschachtelungssoftware bezeichnet wird und weitaus mehr Funktionen und Möglichkeiten bietet.
Einige Arten von CAD/CAM-Verschachtelungssoftware für Autogen können nahezu jeden Aspekt des Autogen-Schneidvorgangs steuern und automatisch einstellen. Z. B. unterstützt Hypertherms ProNest®-Parameter wie Vorwärmen, Schnittgeschwindigkeiten, Schnitthöhen, Ein-/Ausfahrtsstile (Verriegeln, Kantenstart), Steigungswinkel, Verlängerungen und Überwege. All dies soll die Arbeit des Bedieners vereinfachen und die Produktivität erhöhen.
Andere Funktionen, die üblicherweise in der Autogen-Brennersoftware gefunden werden:
- Brückenschnitt
- Fasenschneiden
- Mehrkopfschneiden
- Plattenzuschnitt
- Skelettzerschnitt
- Andere benutzerdefinierte Variablen
Hauptanwendungsbereiche:
- Schneiden von Stahl in der Fertigung oder zur Zerlegung
- Erhitzung von Teilen zum Biegen, Begradigen, zur Hitzebehandlung oder für andere Zwecke
- Lockerung festklemmender, rostiger Teile und Bolzen bei der Nachbearbeitung/Reparatur; anders als beim Plasmaschneiden können durch das autogene Brennschneiden rostige Muttern ohne Schäden gelockert werden
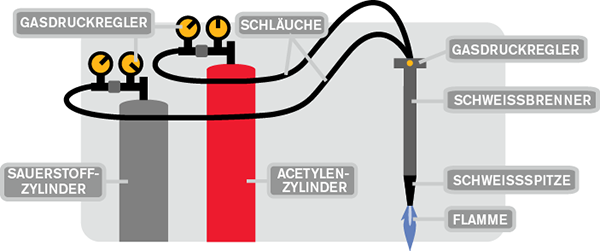
Funktionsweise des autogenen Brennschneidens
Beim autogenen Brennschneiden wird ein Brenngas verwendet, um den Stahl auf seine „Zündtemperatur“ (1.800 °F) vorzuheizen, und anschließend ein Strahl aus reinem Sauerstoff aktiviert, der eine exotherme Reaktion nutzt, um den Stahl schnell zu oxidieren.
Sie wissen nicht, welchen Prozess oder welche Methode Sie einsetzen sollen?
Nützliche Informationen finden Sie hier: