
Über die True-Hole-Technik
Seit seiner Markteinführung ist True Hole® unverzichtbar geworden für Kunden, die hochwertige, bolzenfertige Löcher verlangen. In der Vergangenheit war es für die Maschinenbediener schwierig, direkt am Plasmaschneidtisch eine gute Lochqualität zu erzielen, sodass oft Nachbohren erforderlich war. Die True-Hole-Technologie – ein patentiertes Verfahren für unlegierten Stahl, das die Verjüngung von Löchern praktisch eliminiert und die Rundheit verbessert – liefert eine deutlich bessere Lochqualität als das, was bisher mit Plasma möglich war.
Hauptvorteile für Unternehmen
-
Automatische Verbesserung der Lochqualität
Bolzenlochqualität ohne Eingriff des Bedieners -
Mit der Qualität von Laserlöchern vergleichbar
Dank der verbesserten Lochqualität eignet sich Plasma nun für viele Aufträge, die zuvor per Laser erledigt werden mussten. -
Höhere Produktivität
Es sind damit weniger Nacharbeiten erforderlich und Aufträge werden in weniger Schritten erledigt.
True Hole eliminiert Konizität und verbessert die Rundheit
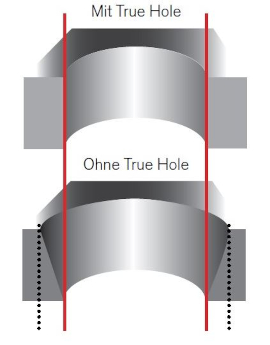
Zylindrizität des Lochs
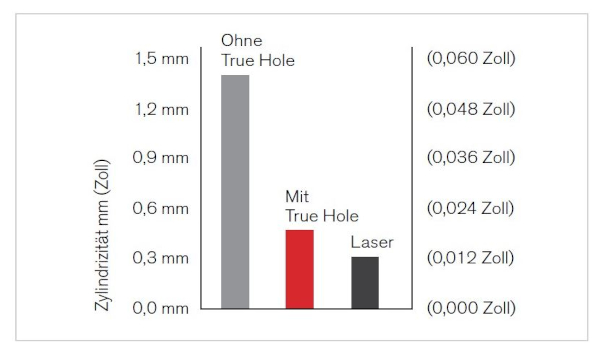
Beispiel basiert auf 0,394-Zoll-Löchern, 3/8 Zoll unlegierte Stahlplatte, 130-A-Prozess
Die CAM-Software oder CNC wendet die True-Hole-Technik automatisch an
Für den Auftrag werden spezifische Kombinationen der folgenden Parameter verwendet, die je nach Stromstärke, Materialart, Stärke und Lochgröße variieren können:
-
Verfahrensgastyp
-
Gasdurchfluss
-
Stromstärke
-
Lochstechmethodik
-
Ein-/Ausfahrttechnik
-
Verschiedene Geschwindigkeiten über mehrere Lochsegmente
-
Beendigung des Lichtbogens wird mit Brennerbewegung synchronisiert
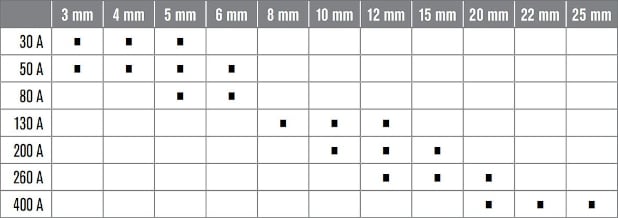
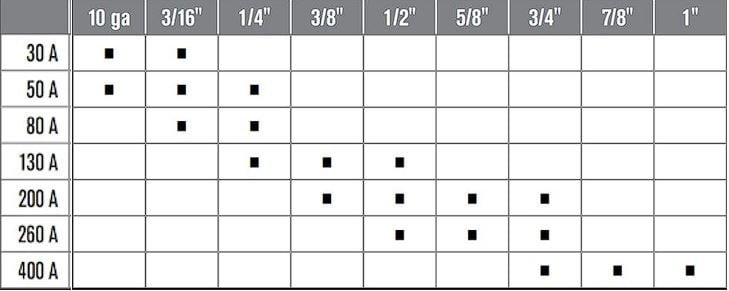
XPR – True-Hole-Prozesse nach Stärke
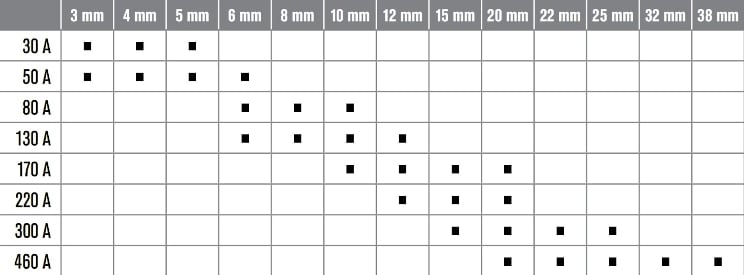
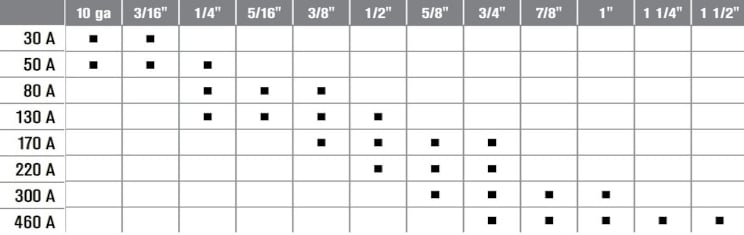
HPR – True-Hole-Prozesse nach Stärke
Systemanforderungen
-
Für den Einsatz mit unlegiertem Stahl mit einer Stärke bis maximal 25 mm (1 Zoll)
-
Gilt für Löcher mit einem Verhältnis von Durchmesser zu Materialstärke von 2:1 bis 1:1
-
Hypertherm-XPR®-X-Definition®- oder HPRXD®-Plasmaanlage
-
ProNest®, EDGE® Connect oder eine andere CAM- oder CNC-Software von einem autorisierten Partner
-
Nicht empfohlen für Wassertische mit Wasserstand auf oder über der Plattenoberfläche
Bezugsquellen für Anlagen, die True Hole unterstützen
Um einen autorisierten Hypertherm-Partner in Ihrer Nähe zu finden, verwenden Sie bitte das unten stehende Kontaktformular und bekunden Sie Ihr Interesse an True Hole.
Verwandte Inhalte
True Hole liefert automatisch Schraubenlochqualität Revision 5 (Deutsch / German)
PDF (418KB)
XPR-Plasmaschneidanlagen
Die Produktreihe XPR®-Plasma stellt den größten Fortschritt bei der mechanisierten Plasmaschneidtechnik dar, den es je gab.
